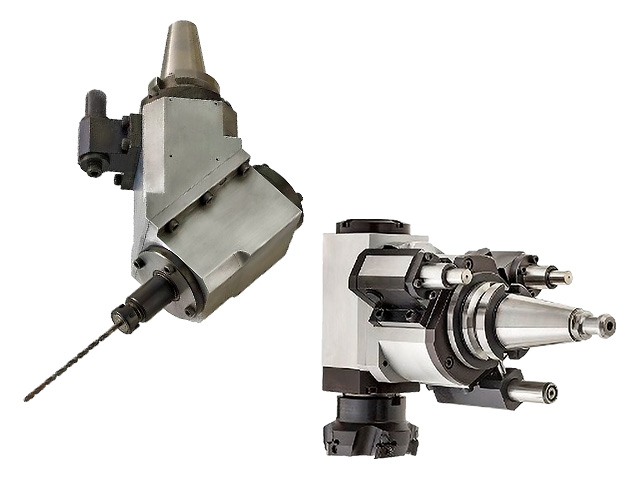
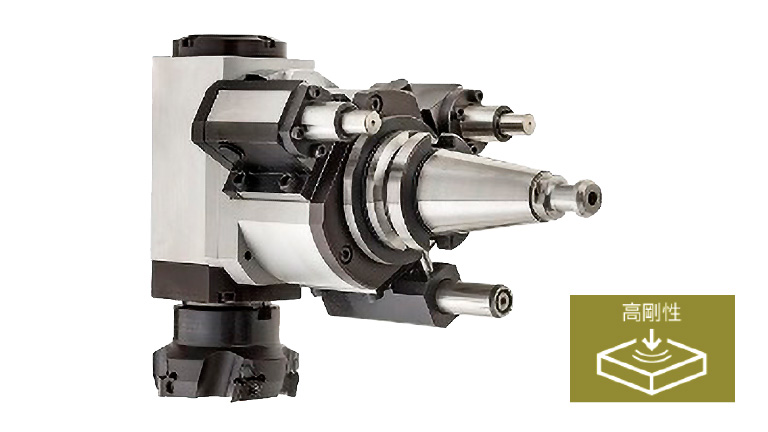
アンギュラユニット
ユーザーニーズに応える
豊富な製品群!
- 高剛性、軽量、小型化に対応
- 多様な工程に対応したアンギュラユニット
- 穴あけ、溝入れ、バリ取りから
面加工まで対応! - 加工負荷が高い工程には
プラスフットで剛性UP!
製品ラインナップ
スタンダード
穴あけ・タップ加工
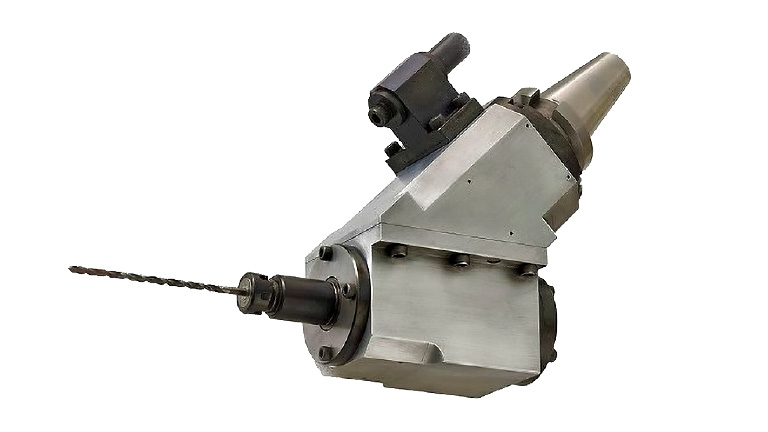
- 回転数:N=2000min-1
- 送り: f=0.14mm/rev
- インターフェース:#40、#50
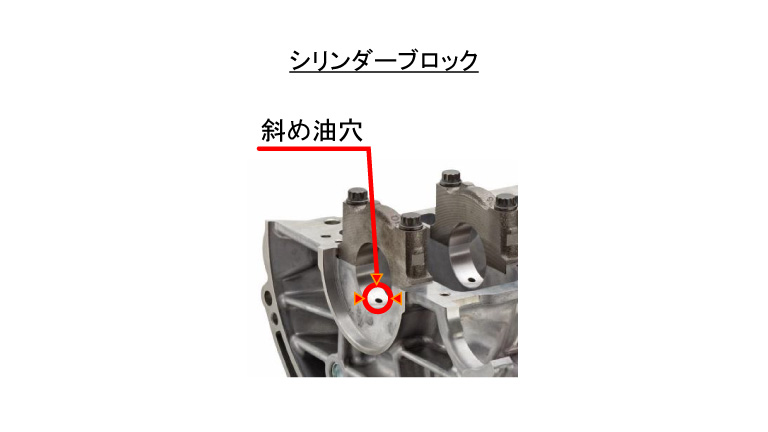
対応ワーク例
溝入れ
溝入れ加工
- 回転数:N=1500min-1
- 送り:f=0.1mm/rev
- インターフェース:#50
対応ワーク例
ミニアンギュラ
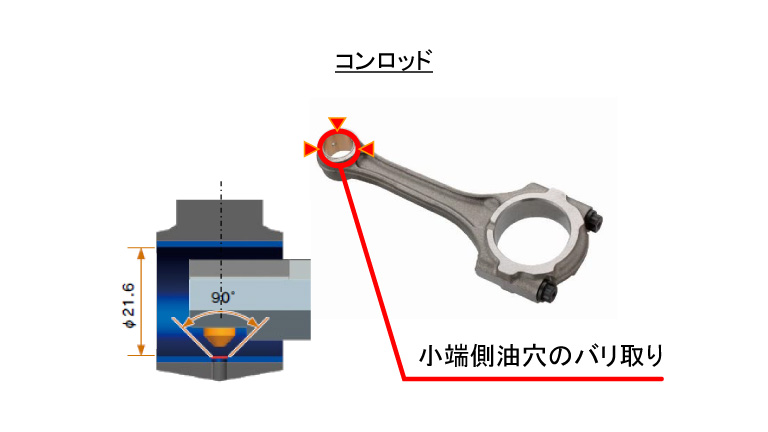
小径バリ取り加工

- 回転数:入力側 N=400min-1/出力側 N=600min-1
- 送り:f=0.05mm/rev
- インターフェース:#40
対応ワーク例
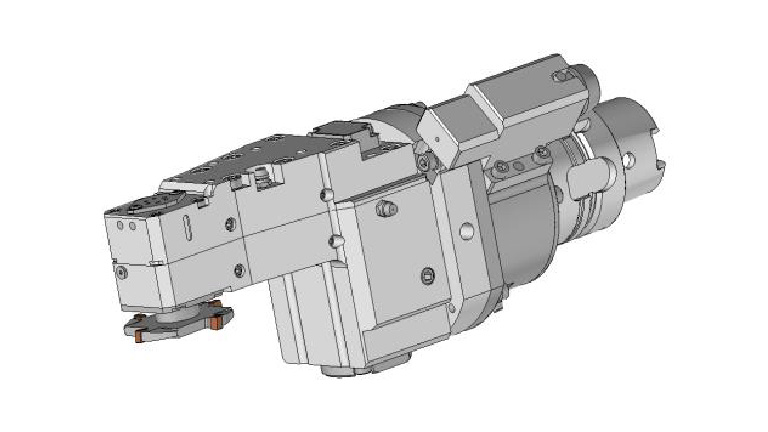
プラスフットPAT.
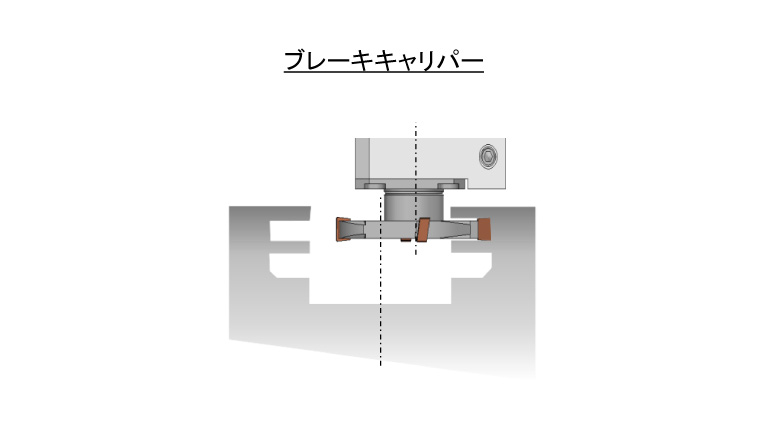
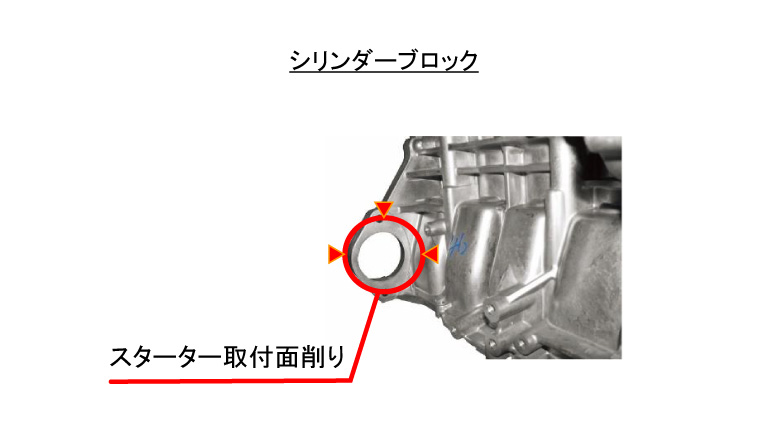
面加工
- 回転数:N=2000min-1
- 送り:f=0.1mm/rev
- インターフェース:#50
対応ワーク例
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
富士精工のアンギュラユニットは最適な内部構造とボディ形状により軽量かつ高剛性を実現し、傾斜面の穴あけはもちろんのこと、溝入れや小径の内径面取り、面加工用までラインナップ。
更に加工負荷の高い加工用に超高剛性“プラスフット”タイプを開発した。
ココがポイント!
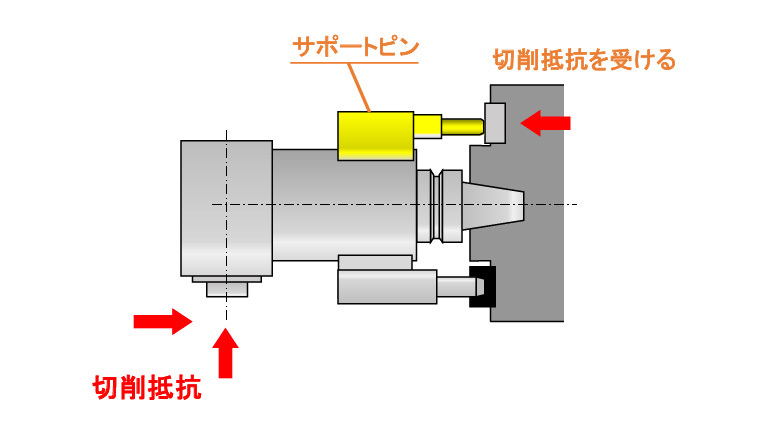
プラスフットの特長Excellent !
アンギュラユニットにサポートピンを追加し、ホルダの変位を抑制する事で、フライス加工などの高負荷の加工に対応
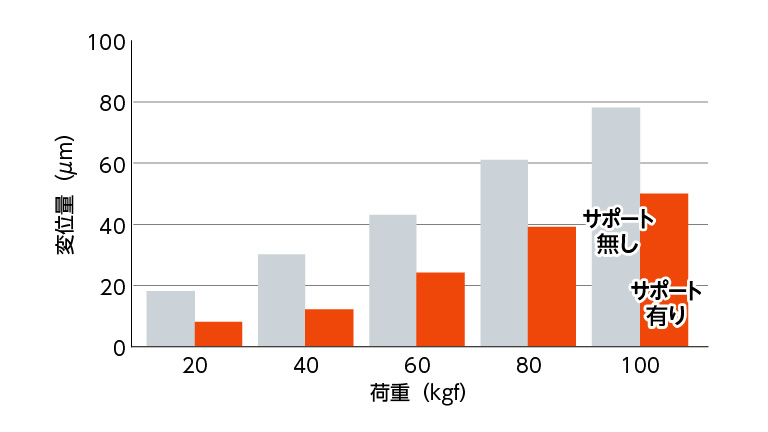
ホルダの変位量を最大55%減少Good !
ココがポイント!
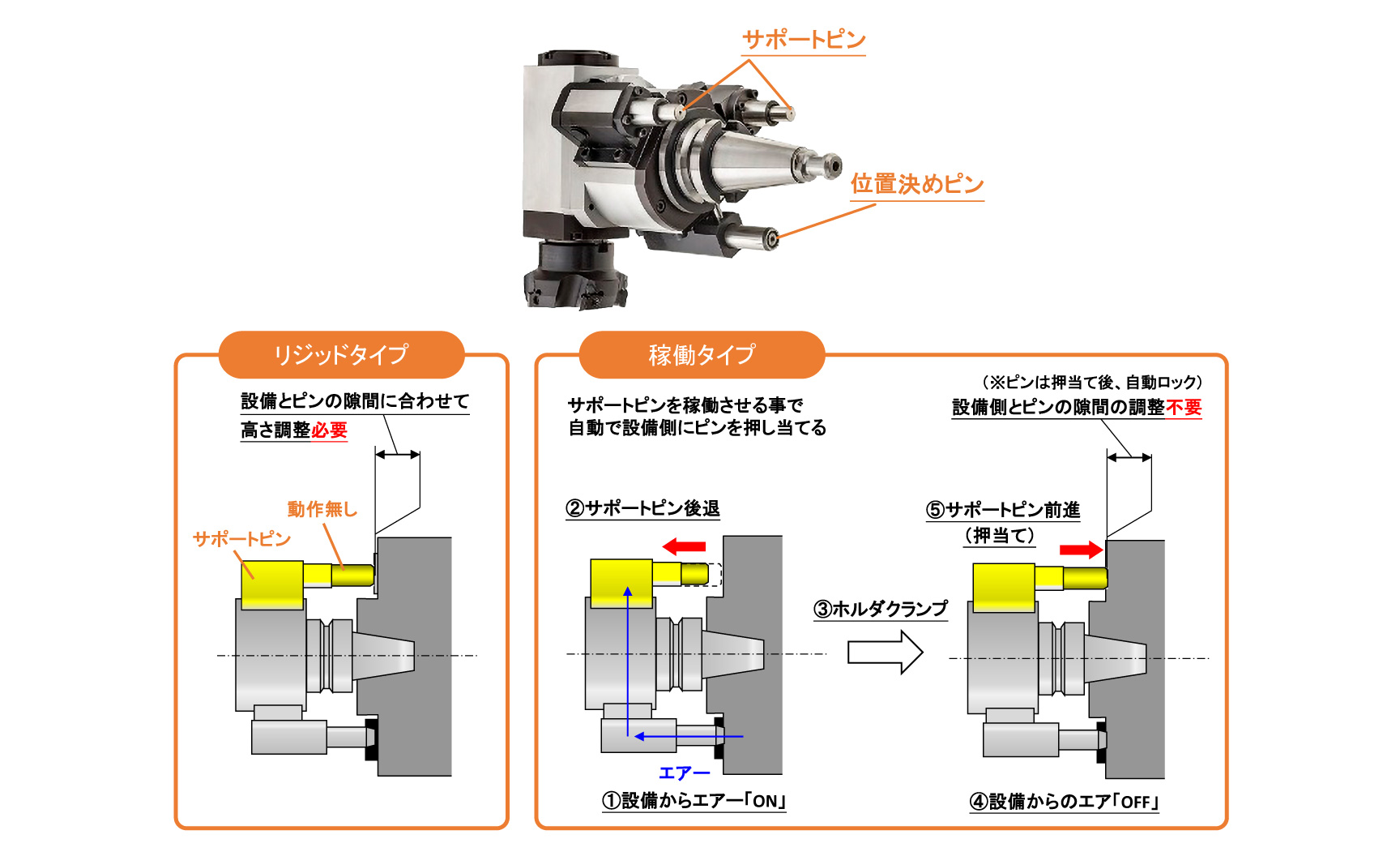
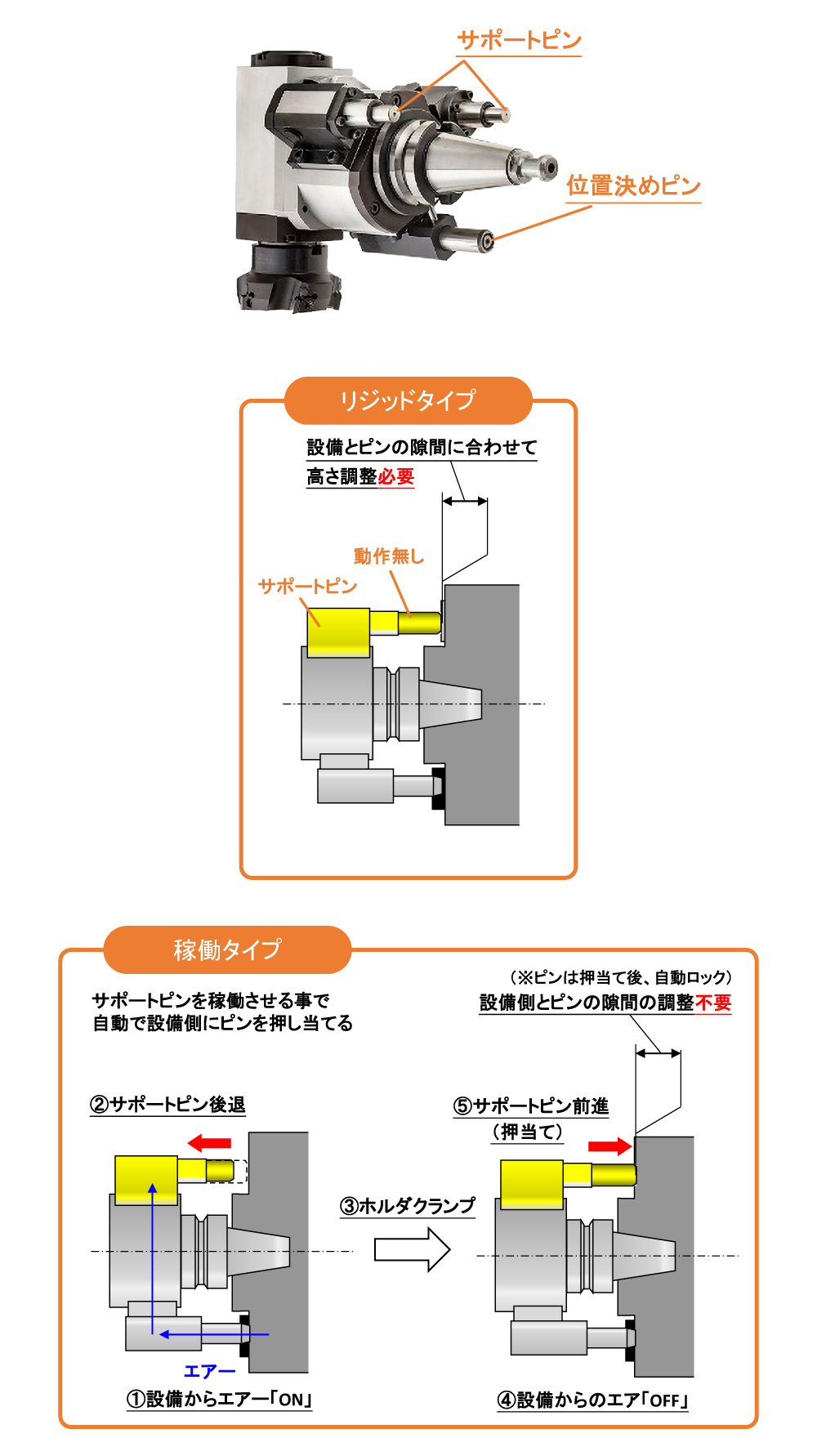
サポートピンは使用用途に合わせ選択Excellent !
開発コンセプト/製品コンセプト
「現状と課題」
- 従来のアンギュラユニットは剛性が低く、内部構造が複雑なため、ホルダサイズが大きく、加工用途が一般穴に限られていた。
- よって、通常のアプローチでの加工が困難な他の工程ではアンギュラユニットが導入できず、特殊な治具や設備の導入が必要であった。
「開発のポイント」
- 富士精工のアンギュラユニットは最適な内部構造とボディ形状により、軽量かつ高剛性を実現。
傾斜面の穴あけはもちろんのこと、溝入れや小径の内径面取り、面加工用までマシニングセンタでの加工を可能とし、投資削減に貢献する。


