Automatic Tool Change
ATCスタブホルダ
ロボット加工の必須アイテム!
- 直進動作のみでツールを脱着
ロボット加工用ツールチェンジシステム
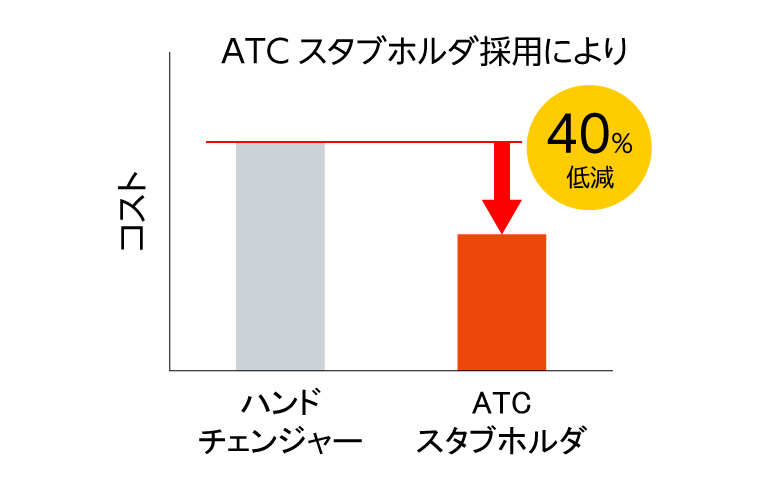
- 複数のハンドチェンジャー不要で投資削減に貢献
- 動力源不要で簡単ツールチェンジ
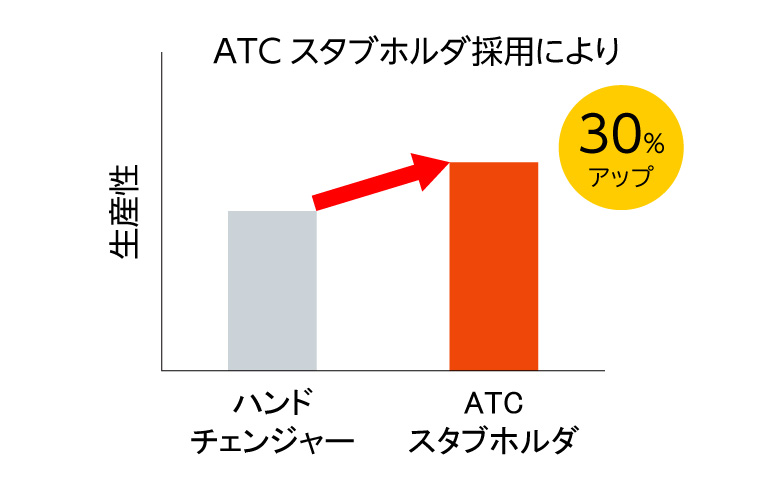
- 工具交換時間低減による生産性30%向上
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
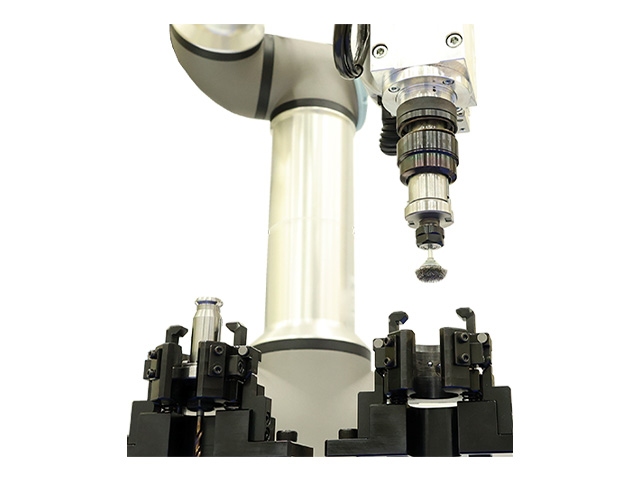
ATCスタブホルダは、ハンドチェンジャーの先端部を複数の工具へ交換可能とした、ロボット加工用クイックチェンジシステム。
交換方式はメカ機構を採用し、電気やエアーなどの動力源が不要なため、既存のロボットにそのまま取り付けが可能。
スピーディーなツールチェンジもでき、「生産性向上」「投資削減」「多品種対応」に貢献します。
設備投資コスト削減Good !
生産性向上Good !
ココがポイント!
ロボットハンドチェンジャーの先端部を簡単交換Excellent !
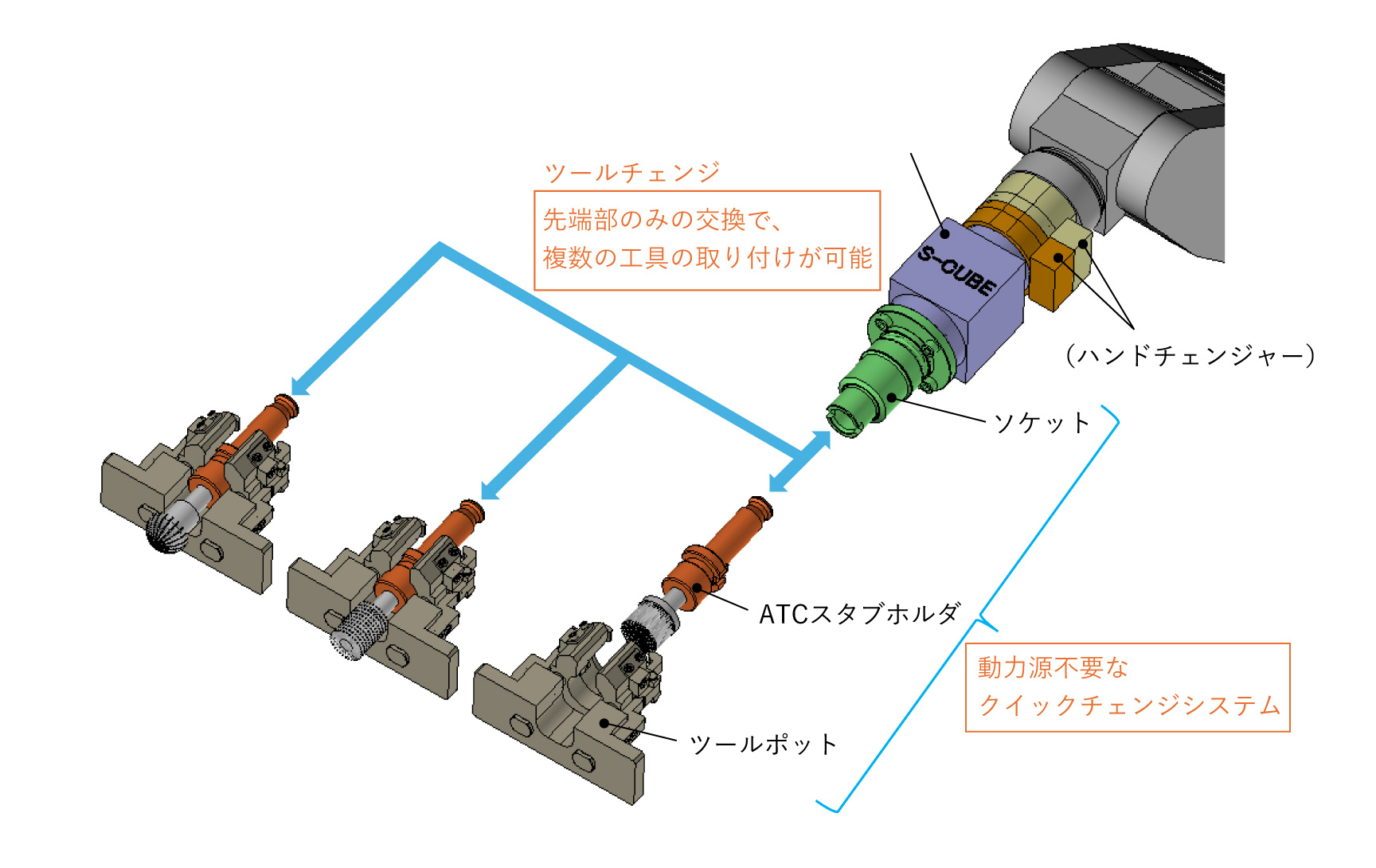
スピンドルユニット
【詳細”超小型スピンドル S-CUBE”参照】
ココがポイント!
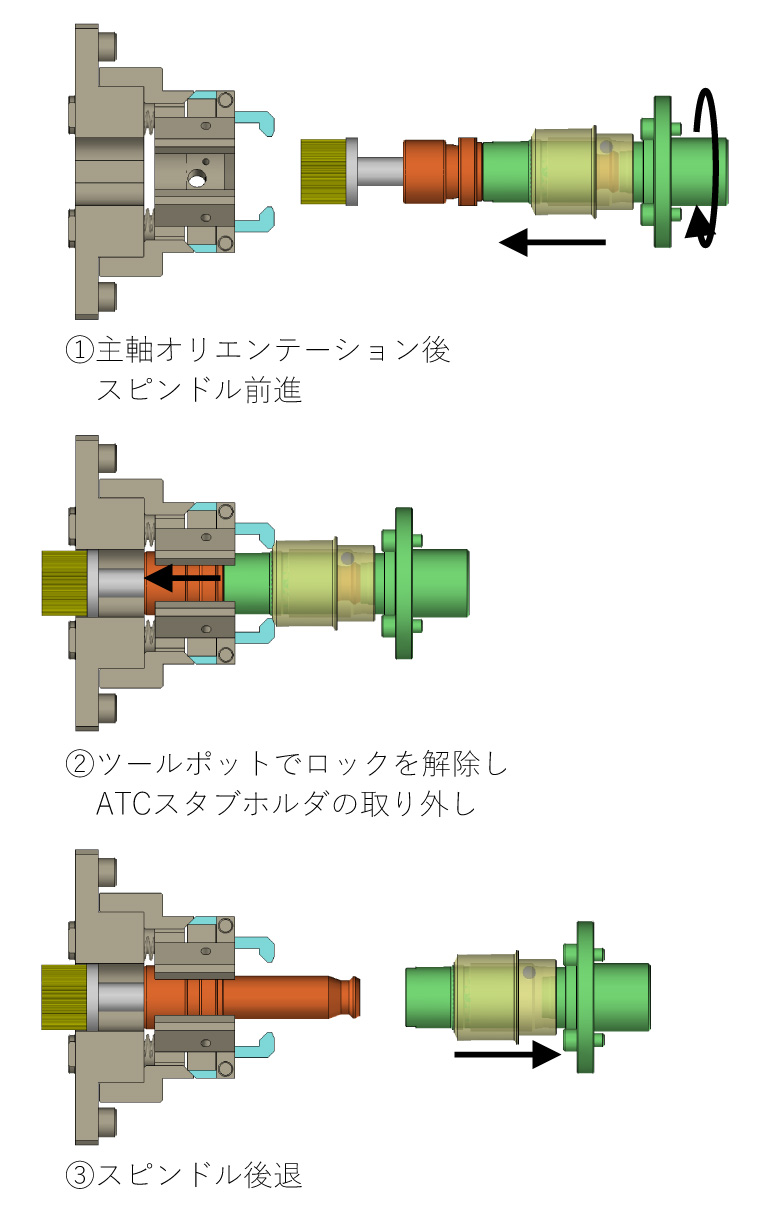
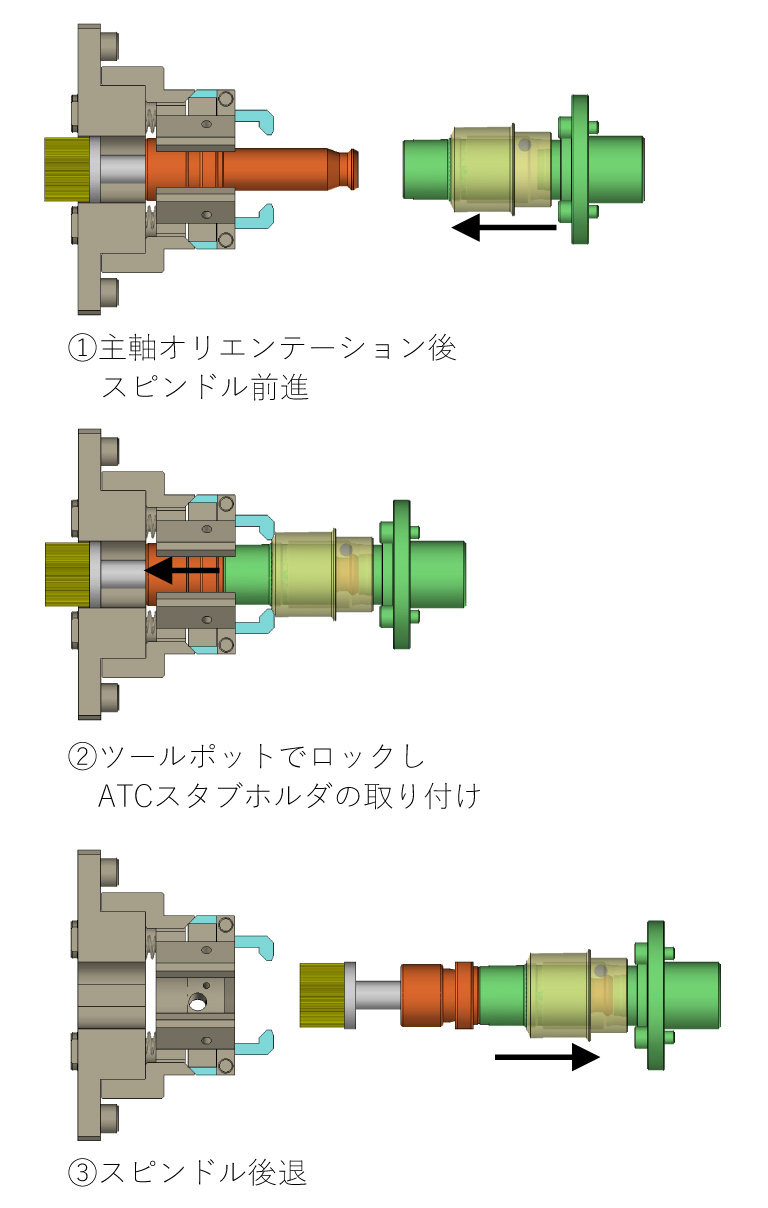
スタブホルダ交換手順Excellent !
スタブホルダ取外し
スタブホルダ取付け
開発コンセプト/製品コンセプト
「現状と課題」
- 工場の生産ラインでは、人の作業をロボットが代替することで、効率化が進んでいます。
ロボットが多様な作業を効果的に行うためには、ツールの交換が頻繁に必要となります。
ただし、このプロセスを迅速かつ自動化することが、生産性の向上には欠かせません。
「開発のポイント」
- 「ATCスタブホルダ」は動力源不要なメカ機構でクイックチェンジシステムを開発しハンドチェンジャーの先端部分のみのスピーディーなツールチェンジを実現した。
- また、先端部のみの交換のため、ツールチェンジャーを複数用意する必要がなく、低コストで生産性向上に貢献します。
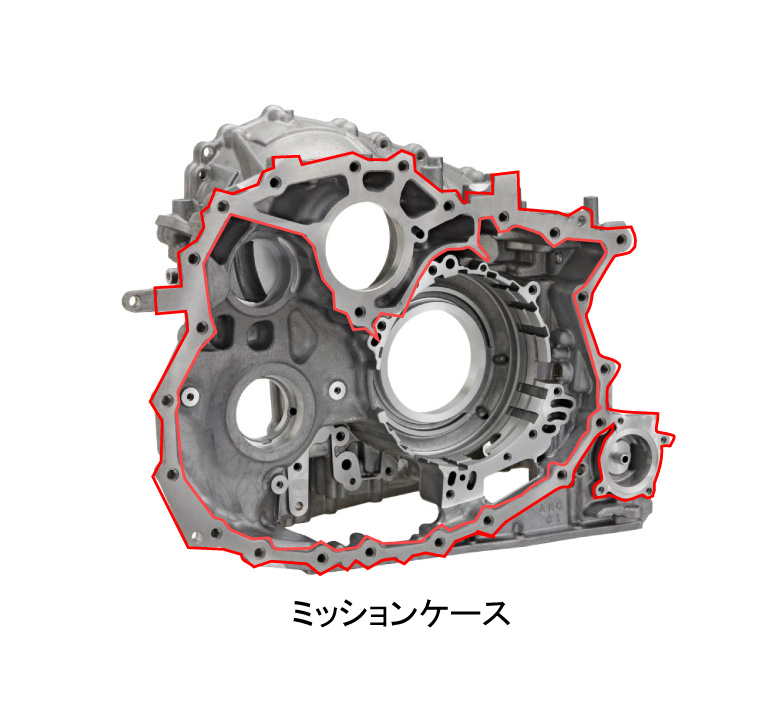
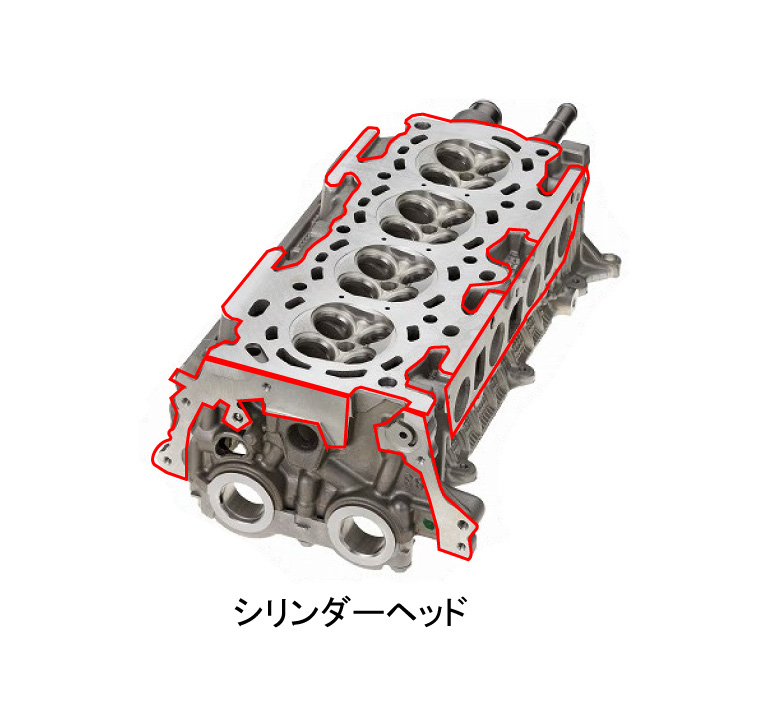
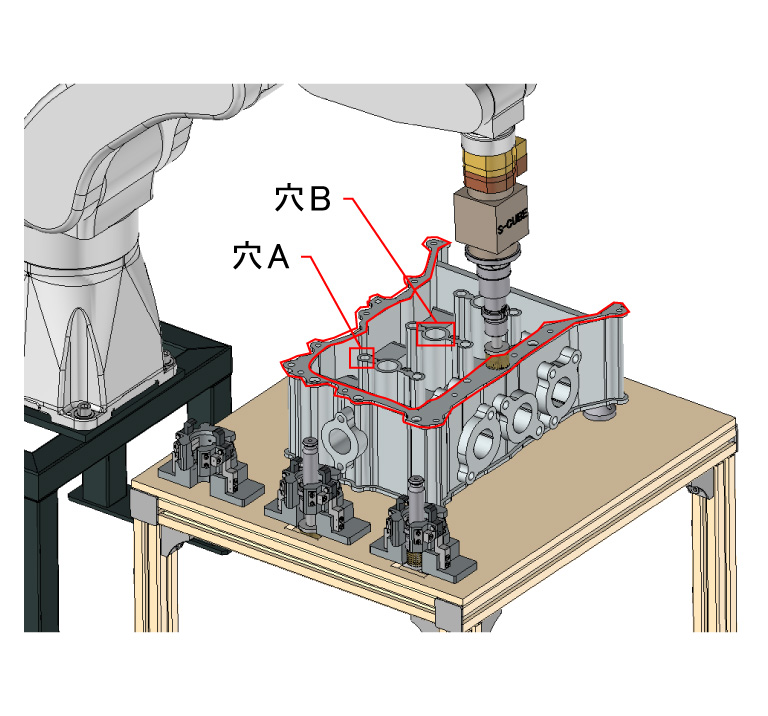
加工事例
| 加工ワーク | シリンダーヘッド |
|---|---|
| 被削材 | アルミ |
| 工程 | 合わせ面のブラシ加工 |
| 取付面切削条件 |
|
| 穴A切削条件 |
|
| 穴B切削条件 |
|
製品仕様
工具仕様
| 対象工程 | 製品合わせ面のバリ取りなど |
|---|---|
| 対象設備 | 協働ロボット、産業ロボット |
| ATC動力源 | 不要 |
適用ワーク例