BJGFドリル
IT8級穴精度における
鋳物一発加工用超硬ドリル!
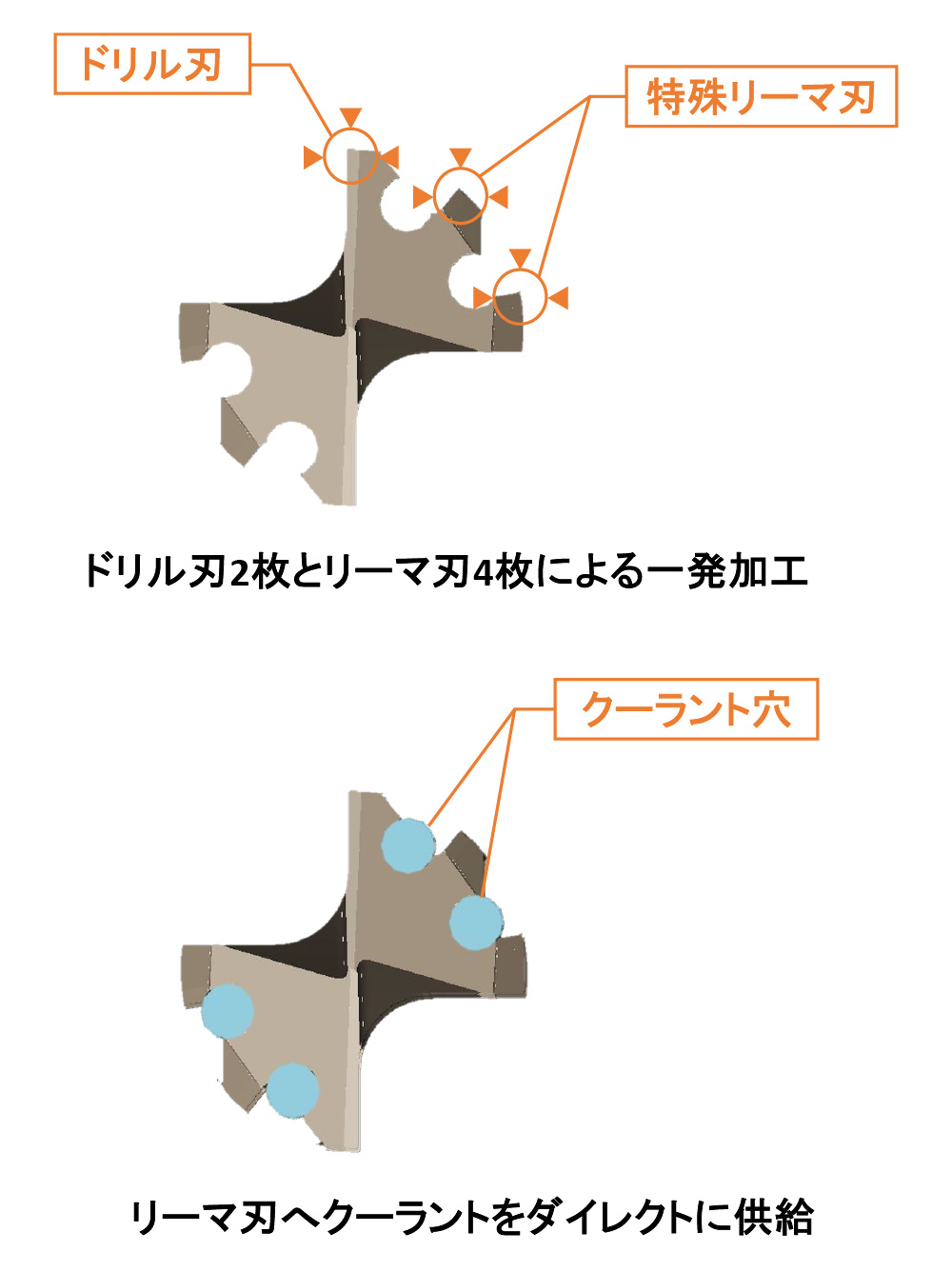
- 「ドリル刃」+「4枚の特殊リーマ刃」で
優れた加工精度を実現
- IT8級穴一発仕上げ
- 優れた仕上げ面精度
- 高硬度材に適したコーティングで高寿命

![]()
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
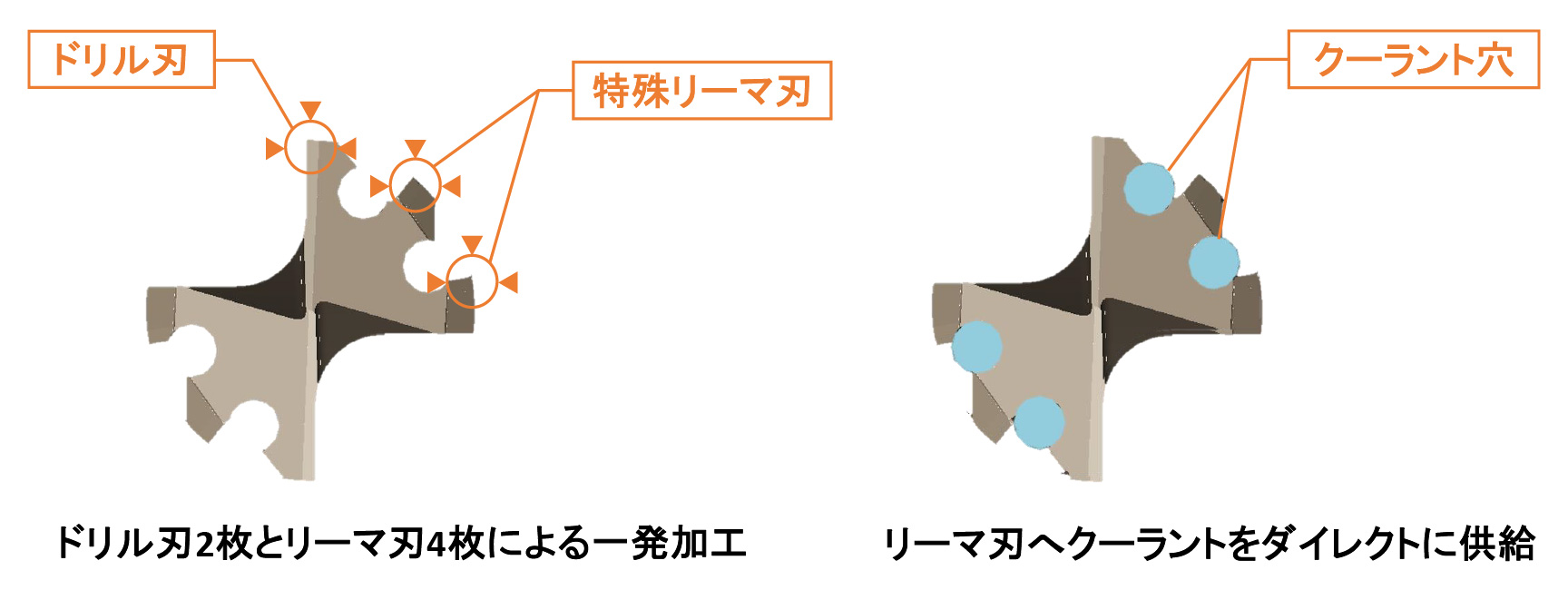
BJGFドリルはドリル刃と4枚のバニッシュリーマ刃で構成。
高い剛性とリーマ刃の多刃化による「高精度加工」、クーラント供給はバックジェット仕様で優れた冷却性と切り屑排出性による「優れた面粗度」、多層コーティング採用により「長寿命化」を実現し、鋳物ワーク一発仕上げを可能とした。
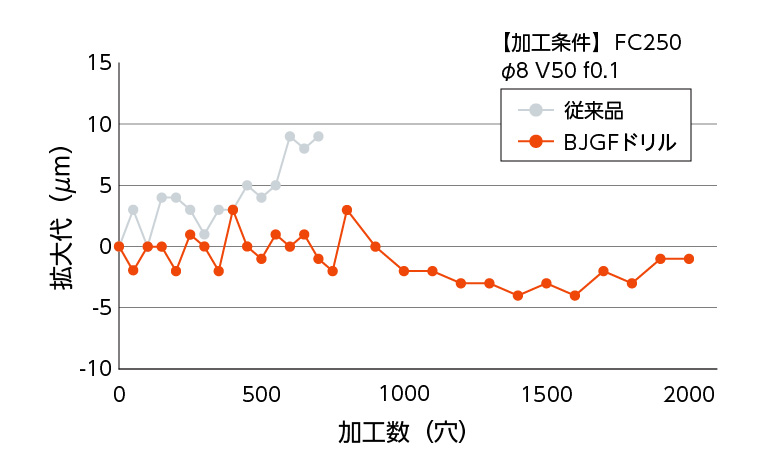
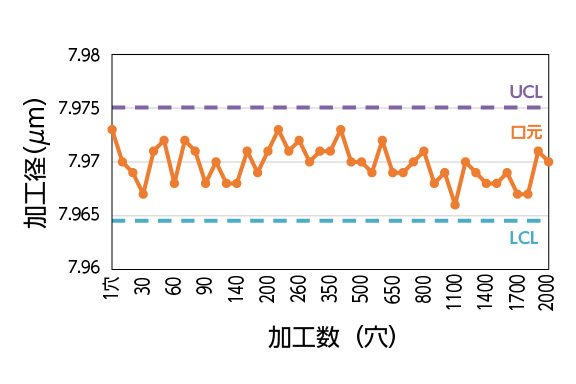
IT8級の穴径精度Good !
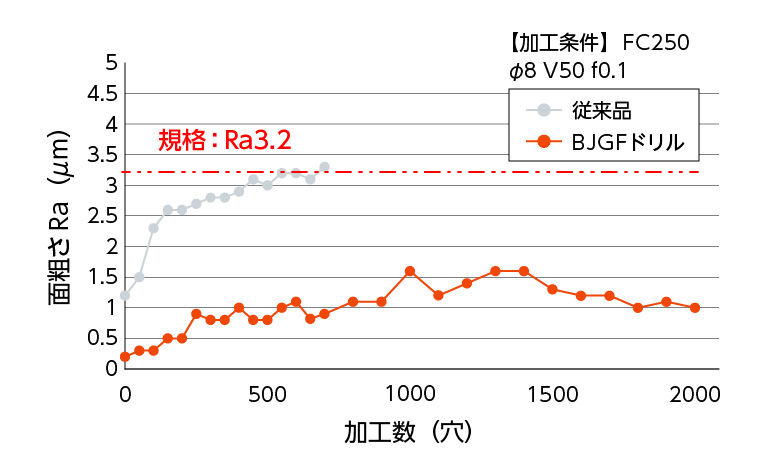
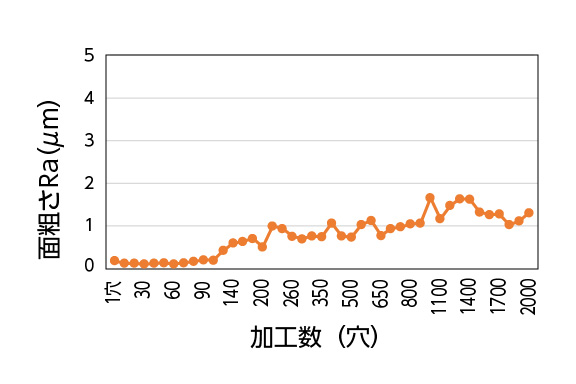
優れた面粗さGood !
ココがポイント!
刃先の役割を機能で分割Excellent !
開発コンセプト/製品コンセプト
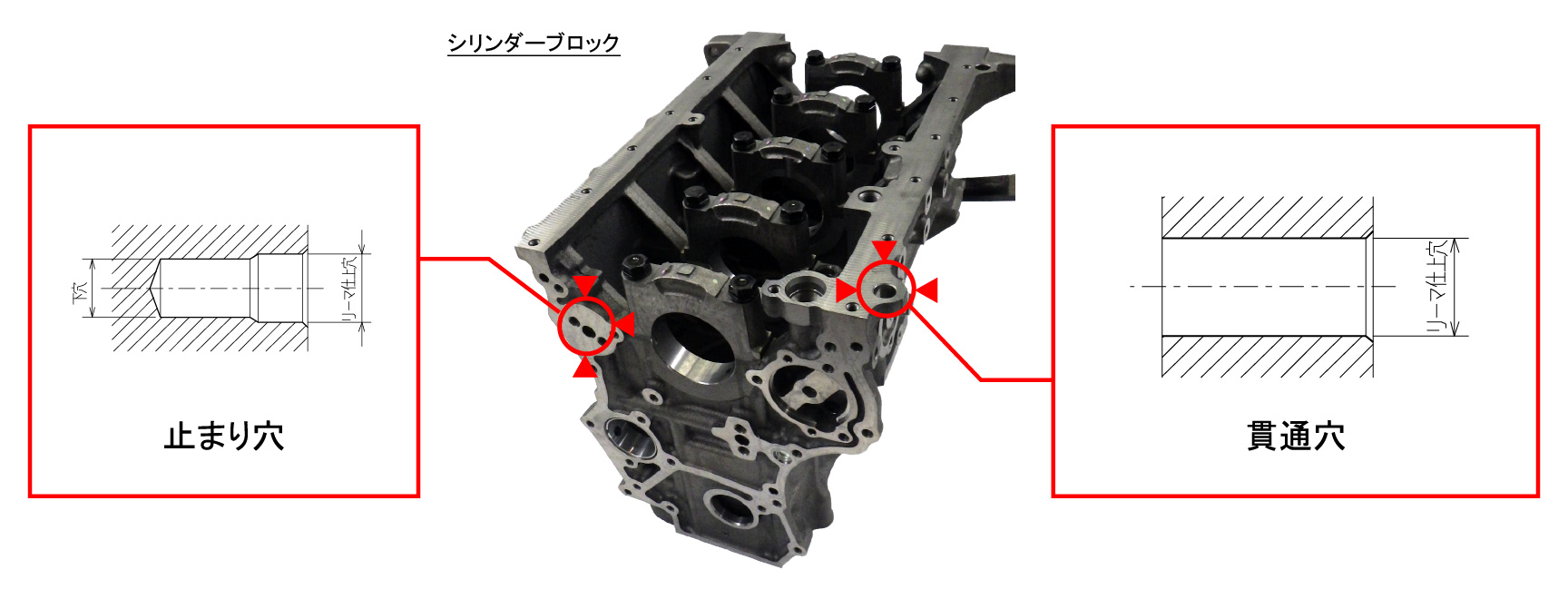
「現状と課題」
- 鋳鉄部品の加工において生産性向上のため一発加工用ドリルが開発されたが、リーマ刃へ構成刃先が生じるため仕上げ加工の面粗さが得られないという課題があった。
「開発のポイント」
- クーラントにバックジェット仕様を採用することで刃先の冷却性と切り屑排出性を向上。
リーマ刃における構成刃先が抑制され優れた仕上げ面粗さを確保。
さらに、高硬度材用の多層コーティングを採用することにより、刃先摩耗が抑制され高寿命化を達成。
加工事例
| 使用ツール | BJGFドリル |
|---|---|
| 加工ワーク | テストピース |
| 被削材 | FC250 |
| 工具径 | ø8 |
| 切削条件 |
|
| 要求精度 | 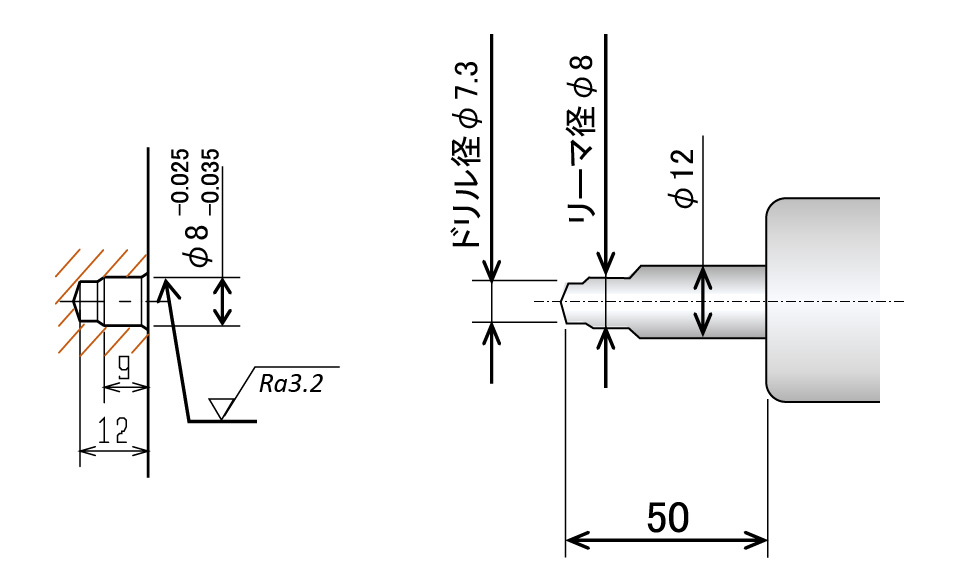 |
|---|
加工穴径
面粗度
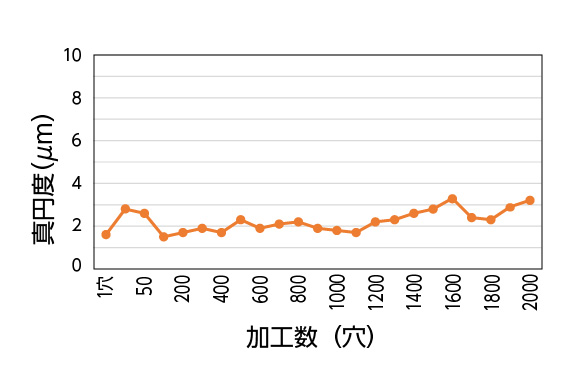
真円度の推移
製品仕様
工具仕様
| 対象工程 | ノック穴・高精度穴 |
|---|---|
| 設定径 | ø6~ø20 |
| 標準条件 |
|
| 加工性能 | 加工径:IT8級 面粗度:Rz12.5以下(Ra3.2以下) 真円度:10μm |
適応ワーク例