切り屑回収ホルダ
ドライ加工なのに切り屑が飛散しない!?
- ホルダが切り屑を回収して所定の位置で排出
ドライ加工での切り屑飛散を軽減するホルダ
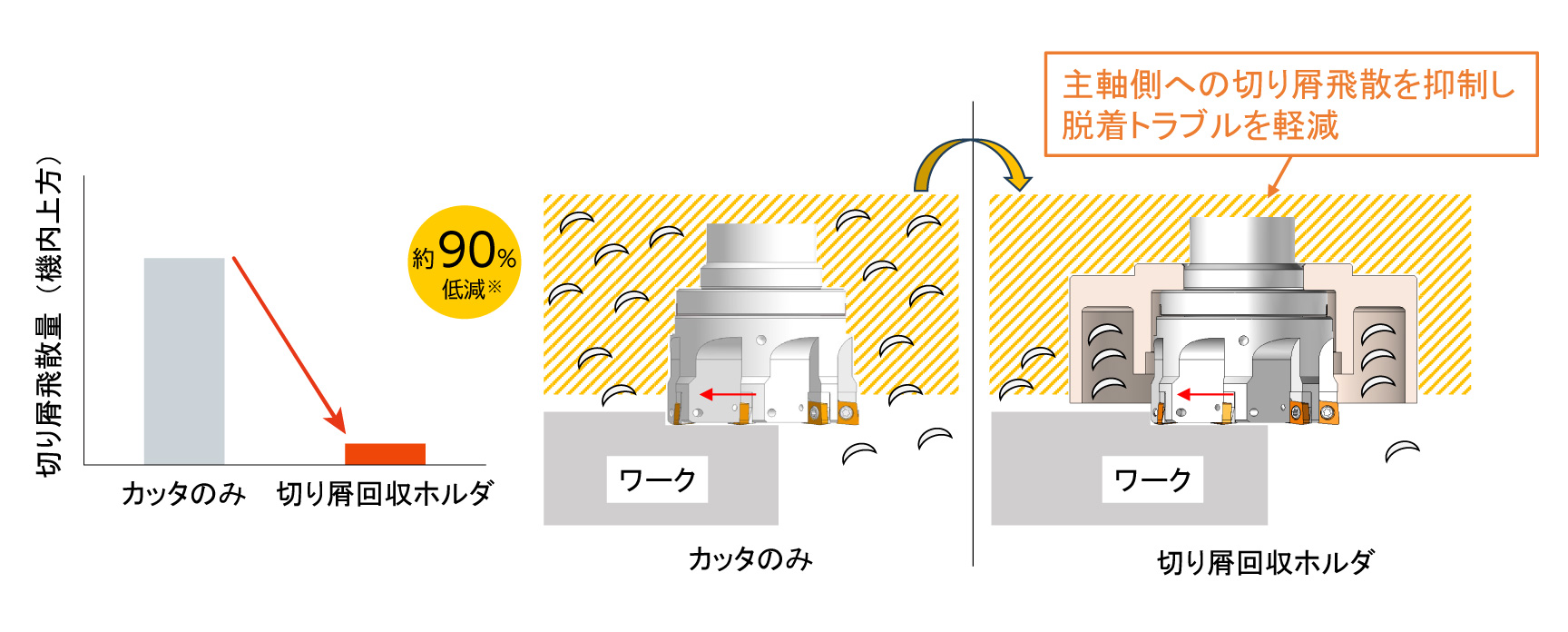
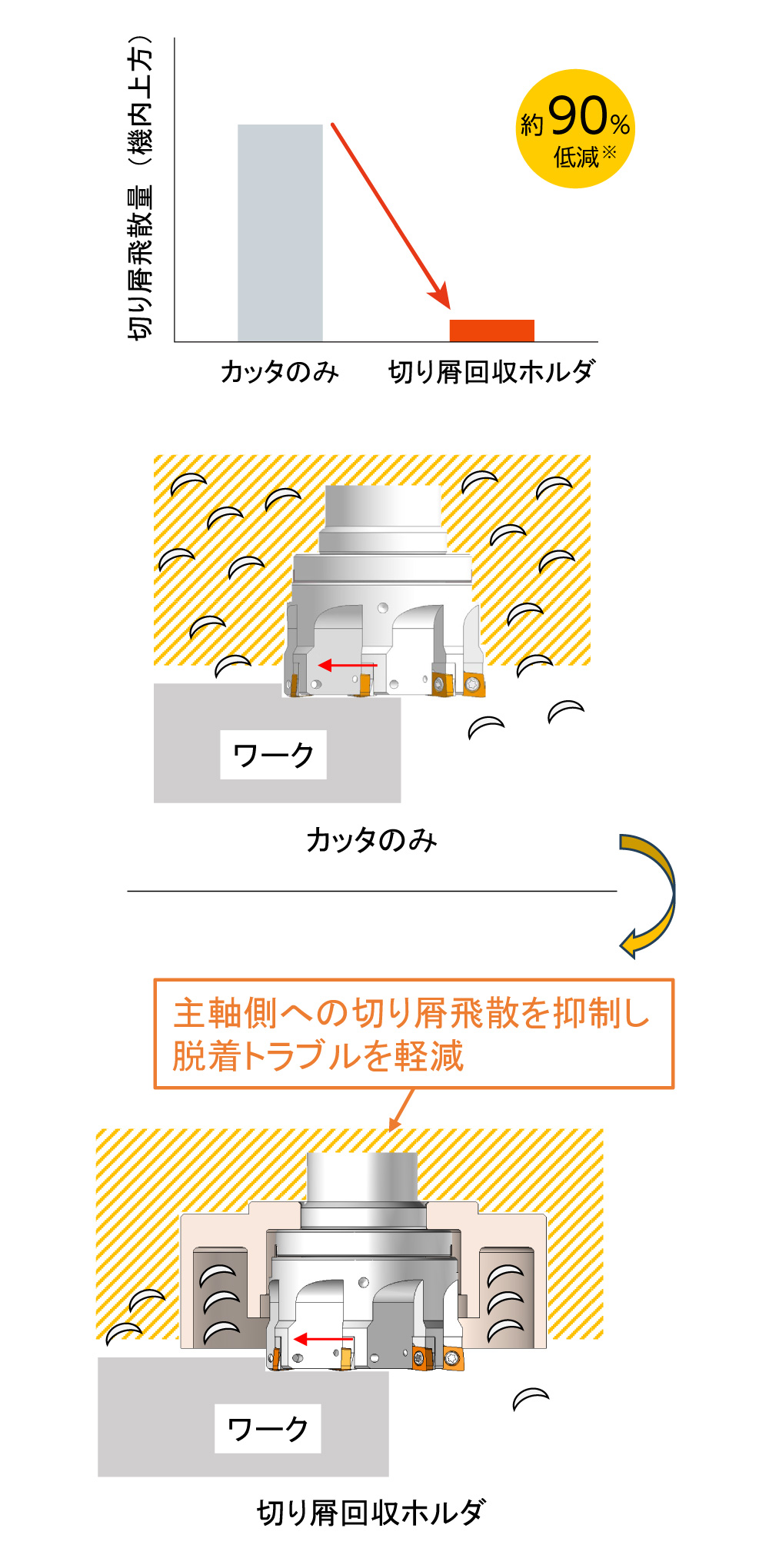
- 主軸側への切り屑飛散を防止し、脱着トラブルを抑制
- 加工中の切り屑を60%回収
- 機内清掃回数を低減

![]()
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
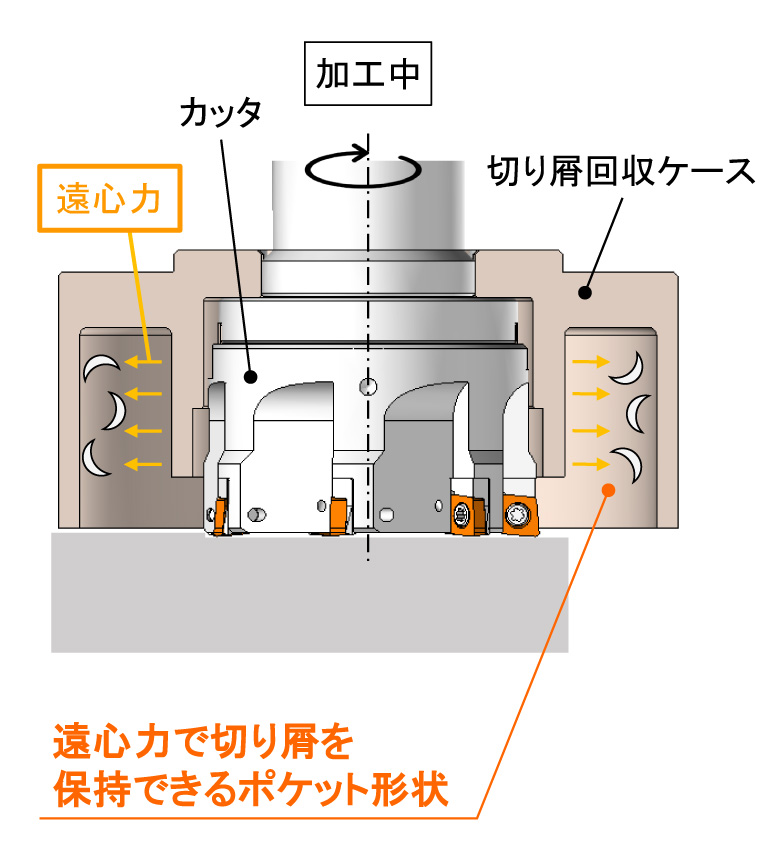
切り屑回収ホルダは、遠心力を活用しカッタ外周側に設けた切り屑ポケットで加工中に生じた切り屑の飛散を防止することで、主軸の脱着トラブルを抑制。
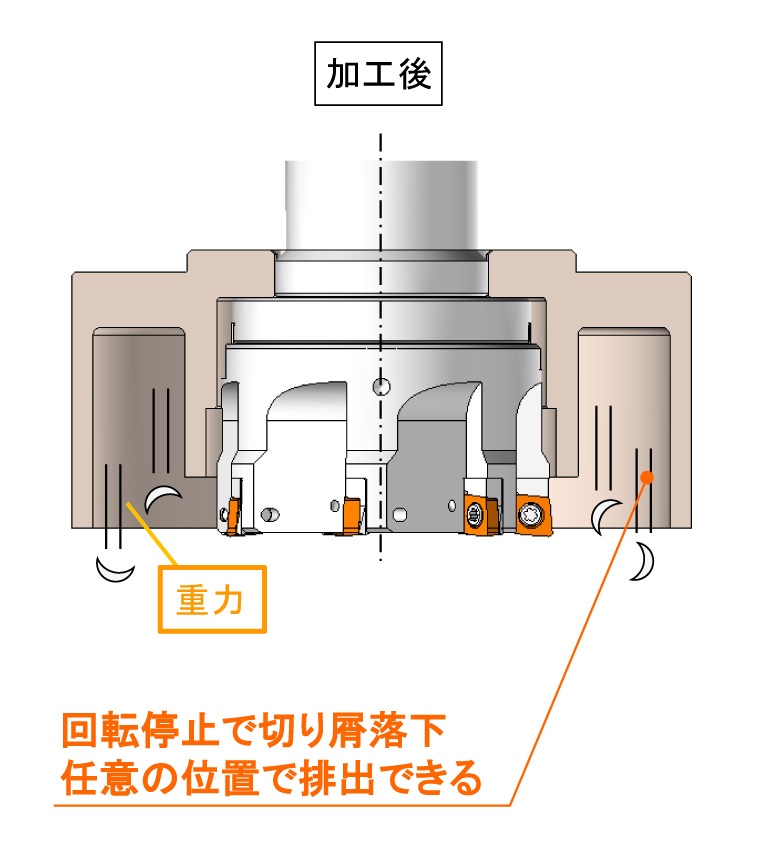
さらに加工後は回転停止により切り屑を所定の位置で排出することが可能。
機内洗浄できないドライ加工で「切り屑によるトラブルの低減」と「機内清掃回数の低減」に貢献。
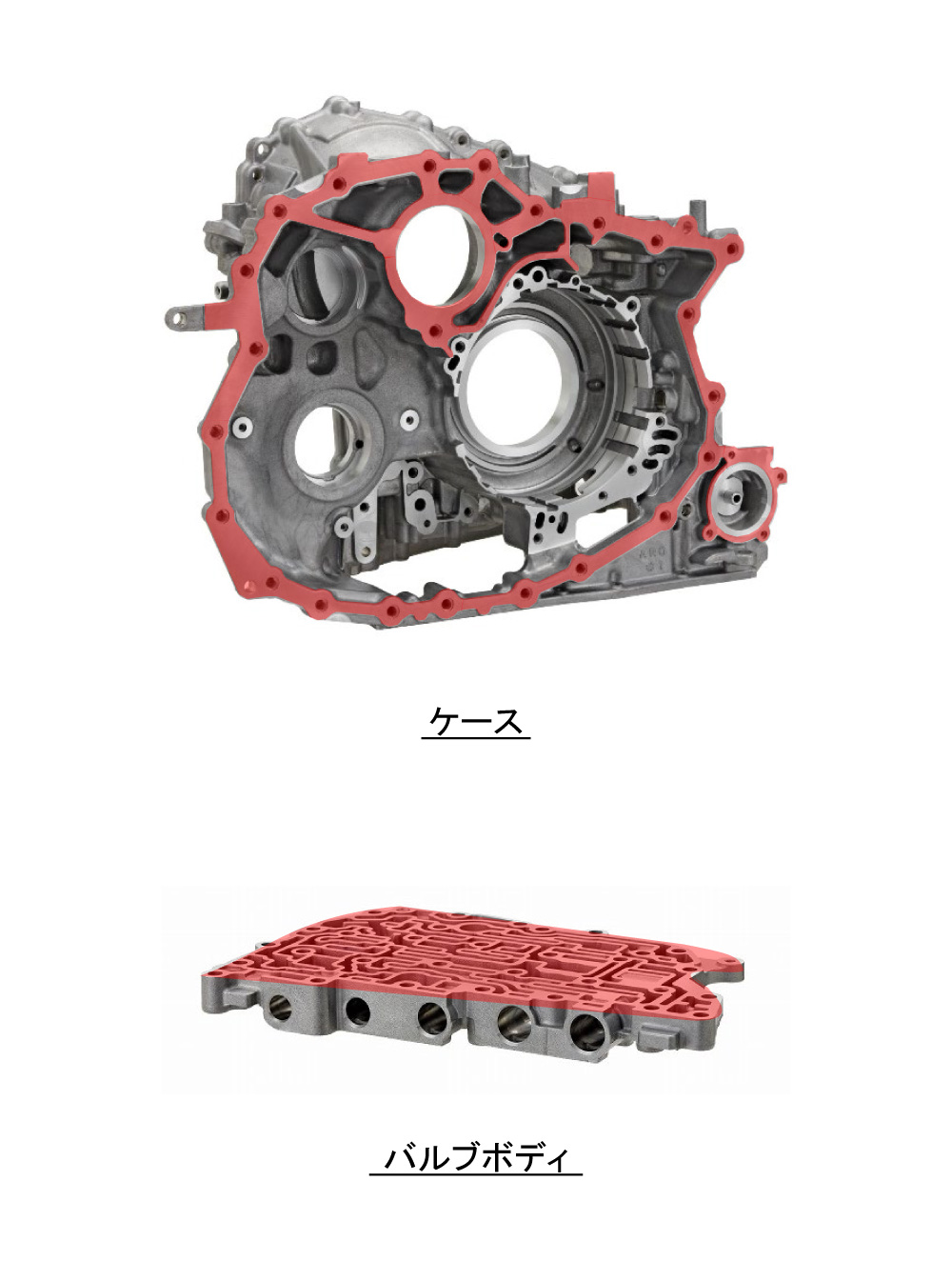
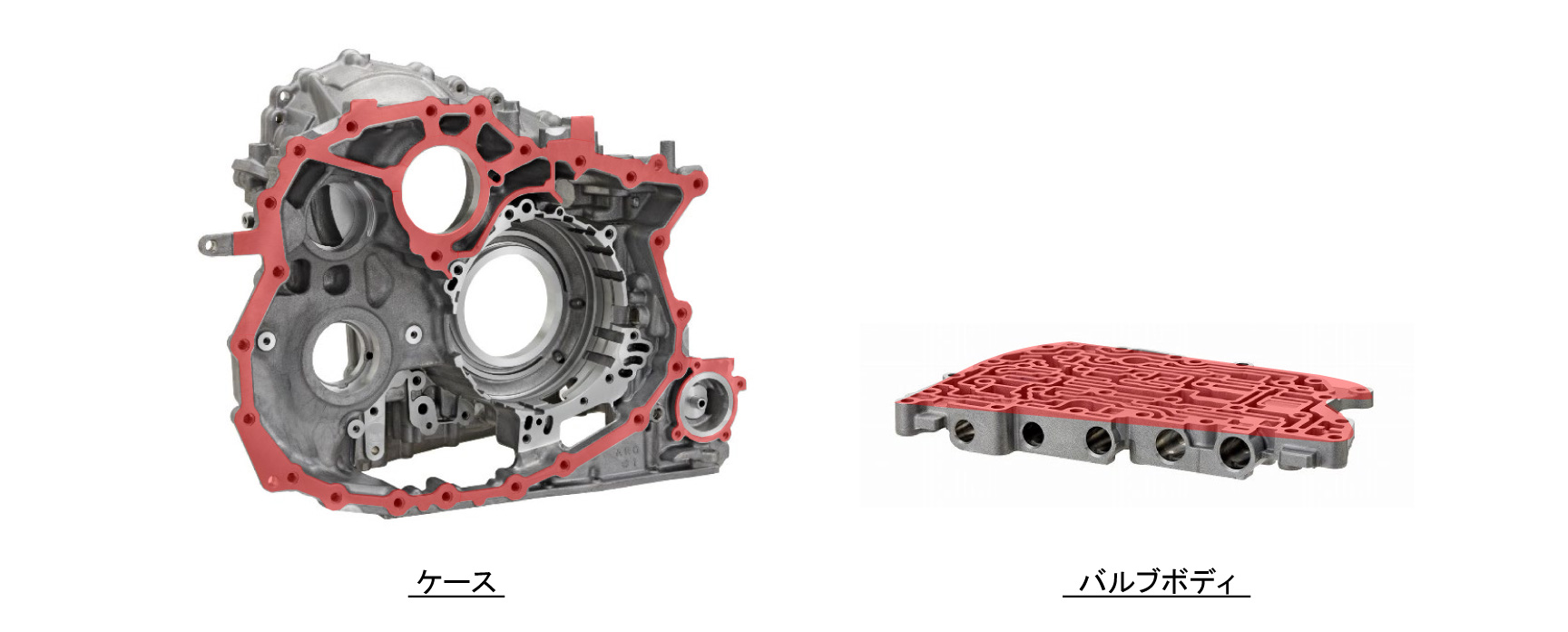
縦型マシニングセンタでのアルミワークのフライス加工に最適です。
機内全体に飛散する切り屑を抑制Good !
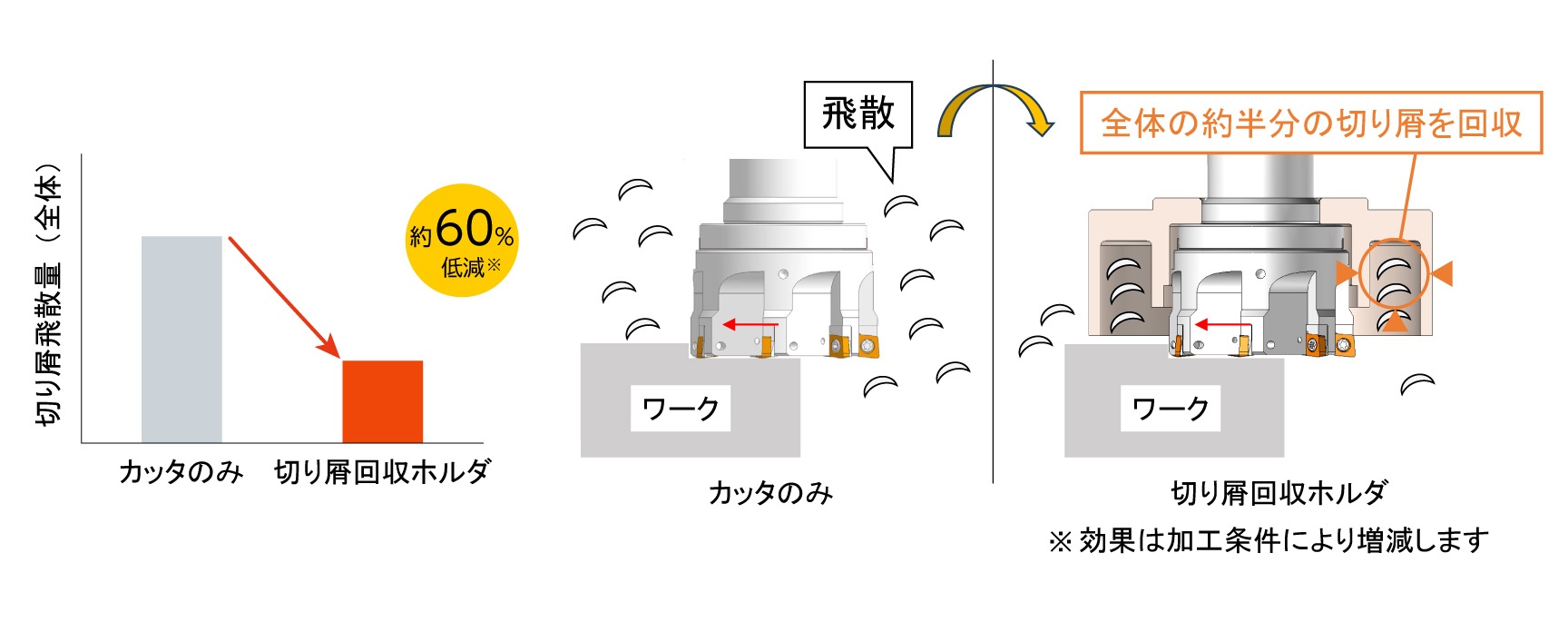
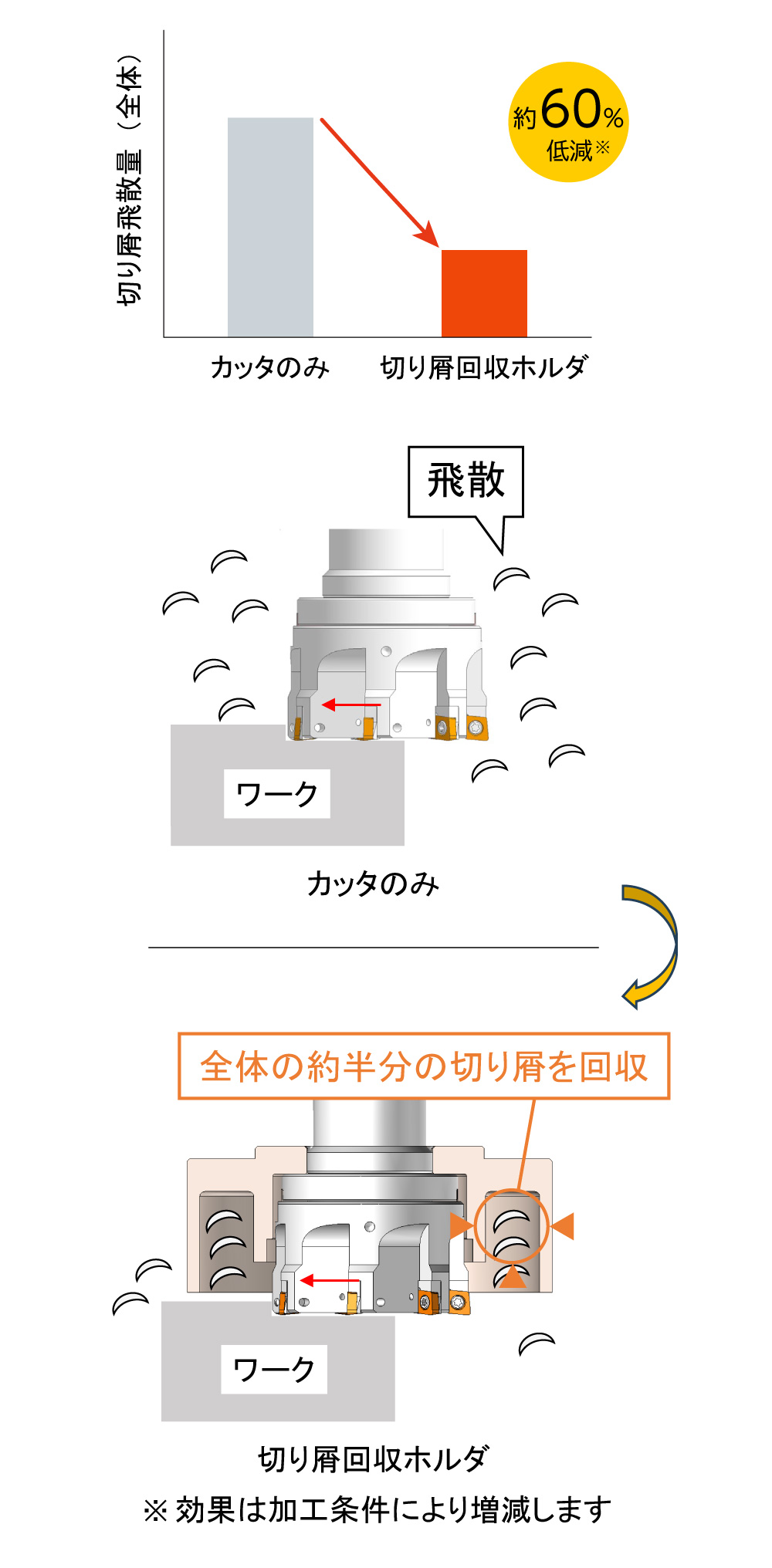
機内上方(主軸側)への切り屑飛散を大幅低減Good !
ココがポイント!
切り屑回収ケースで加工中の切り屑を回収し、所定の場所へExcellent !
開発コンセプト/製品コンセプト
「現状と課題」
- 環境への配慮として切削油を使用しないドライ・MQL加工のニーズが高まっている。
- ドライ・MQL加工の場合、切削油で切屑を流すことができないため、機内清掃に時間がかかったり、主軸への切り屑の付着などの課題があった。
「開発のポイント」
- 「切り屑回収ホルダは」切屑回収カバーを設け、遠心力を活かして切屑の排出をコントロールする。
- ホルダが切屑を回収して所定の位置で排出できるようになり、ドライ・MQL加工で直面する切屑飛散による機内環境を改善し、生産性向上に貢献する。
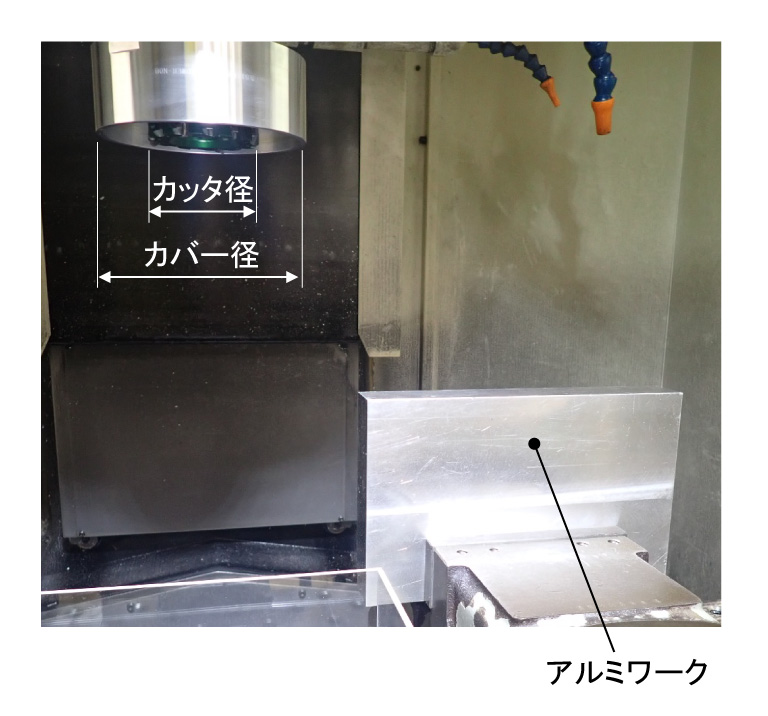
加工事例
| 加工ワーク | テストピース |
|---|---|
| 被削材 | AC4C-T6 |
| カッタ径 | ø80 |
| カバー径 | ø145 |
| 切削条件 |
|
切り屑回収率:60%
製品仕様
工具仕様
| サイズ(mm) | 図中に記載※1 |
|---|---|
| カバー材 | アルミ |
| 被削材取り代 | 1.0mm以下 |
- ※1カッコ内は実績
- ※お手持ちの標準フライスカッタに取り付け可能です
- ※取り代や加工条件により回収率は異なります

適用ワーク例