Dカットツール
ヘリカル加工でどんな穴でも削ります!
- 特殊刃先設計によりヘリカル加工を実現
- 多品種生産に適した特殊ツール
- ヘリカル加工により様々な穴径対応が可能
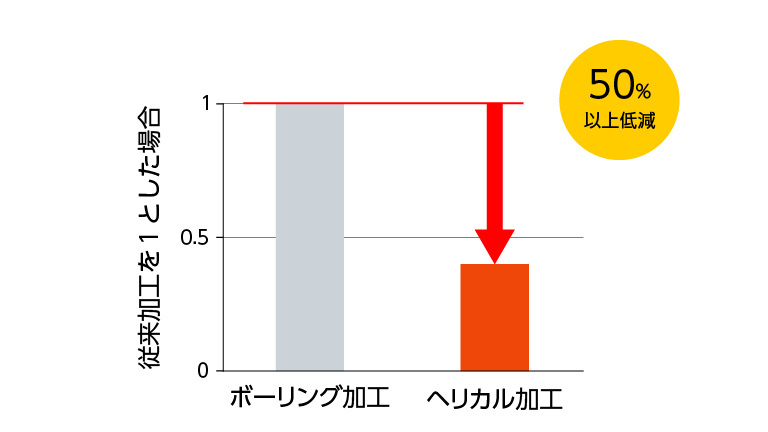
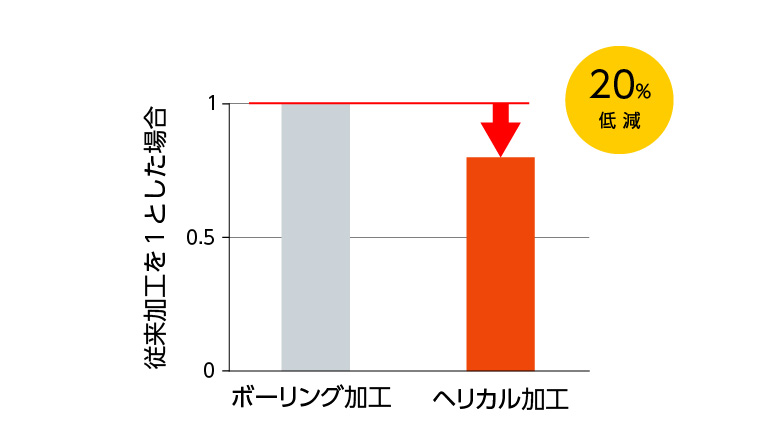
- 切削時の低抵抗化による使用電力量20%低減
- 主軸動力を下げ、ダウンサイジングを実現

![]()
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
Dカットツールは、ヘリカル加工により1本で様々な穴径に対応。
最適な刃先材種で高速加工を実現。多刃仕様・独自の刃振れ調整機構により低抵抗加工の両立。
主軸負荷を低減するので主軸のダウンサイジングが可能(従来荒Bo設備#50から#40に!)。
ココがポイント!
ヘリカル加工でツールを一本化Excellent !

切削抵抗(トルク)の低減Good !
使用電力量低減Good !
開発コンセプト/製品コンセプト
「現状と課題」
- モノづくり現場では、多品種生産のニーズが高まっている。
- しかしワーク毎に異なる径に対応するためには、各穴径に合わせた工具が必要であり、設備や工具への新規投資が増加する。
「開発のポイント」
- 「Dカットツール」ではヘリカル加工を採用し、多種ワークへの対応を可能とし工具本数を低減。
- さらに独自の特殊刃先と刃振れ調整機構により低抵抗加工にすることで「コスト低減」「設備のダウンサイジング」を実現している。
加工事例
| 使用設備 | BT40立型 |
|---|---|
| 被削材 | 遠心鋳造鋳鉄 |
| 工具径 | ø65 |
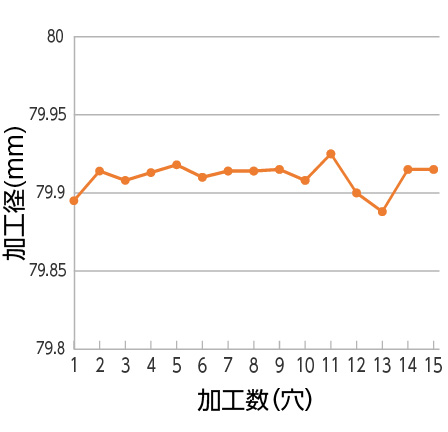
| ネライ加工径 | ø79.9±0.1 |
| 切削長 | 135mm |
| 取代 | 3.2mm |
切削条件(切削時間23s)
| 主軸回転数 | N=3,250min-1 |
|---|---|
| 回転送り | f=1.6mm/rev |
| リード | 3.5mm |
| コンタリング半径 | 7.45mm |
| クーラント | ドライ |

加工径
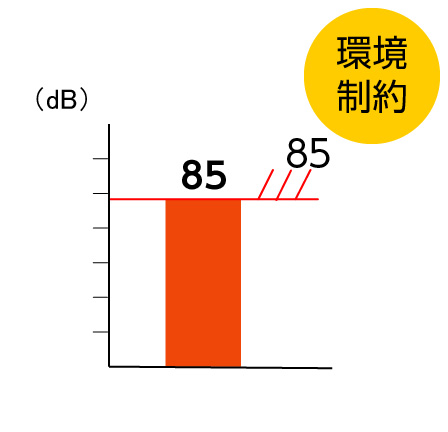
切削音
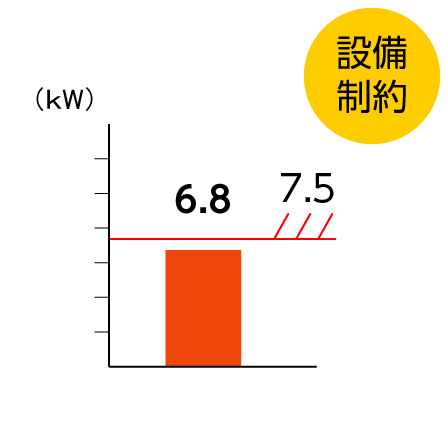
主軸動力
製品仕様
工具仕様
| ツール径×刃数 | 加工径 | インサート材種 |
|---|---|---|
| ø55×8枚 | ø65~ | 〈鋳鉄〉セラミック 〈アルミ〉超硬+DLC |
| ø65×10枚 | ø75~ | |
| ø85×12枚 | ø95~ |
加工ワーク径、切削長、要求加工時間等から標準切削条件をご提案します。
適用例
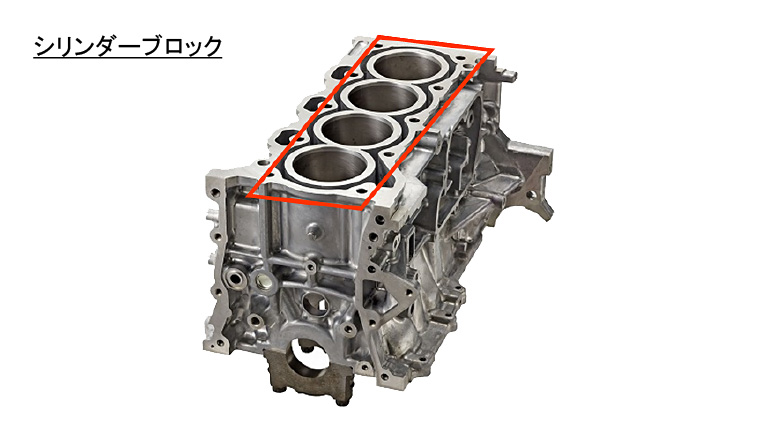
シリンダーブロック シリンダーボア穴荒加工
トランスアクスルケース メイン穴荒加工