専用機ラインバー
多種多様なラインバーを提供します!
- 優れた製造技術と信頼性の高いものづくりで
深化を続ける高精度ラインバー
- 工程集約、自動径調整を実現
- お客様のニーズに応える最適な仕様を提案

“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
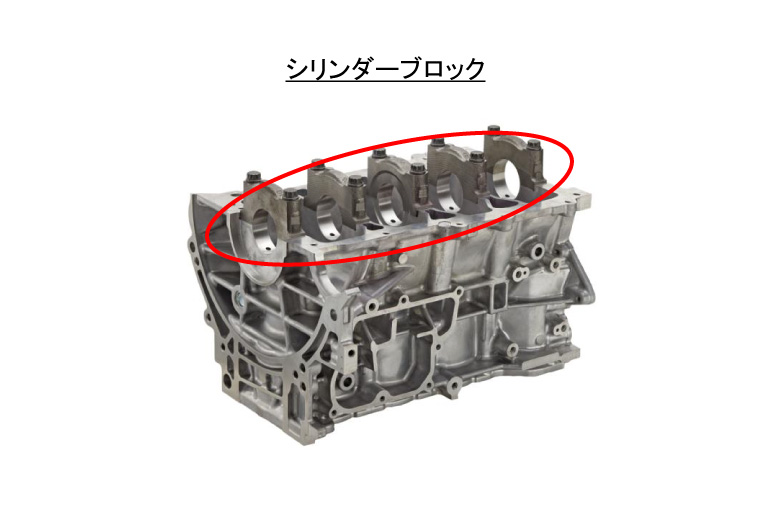
ラインバーは、専用治具を用いてシリンダーブロックのクランク穴に代表される、同軸度の厳しい飛び穴加工に使用されます。
富士精工は特殊工具メーカーとして、お客様のニーズに応えるラインバーを開発し提供しています。
荒・仕上げ加工の工程集約で「設備の投資削減」、自動補正機構による「生産性向上」、本体の超硬化による剛性UPなど、
様々な切り口でお客様の嬉しさに貢献します。
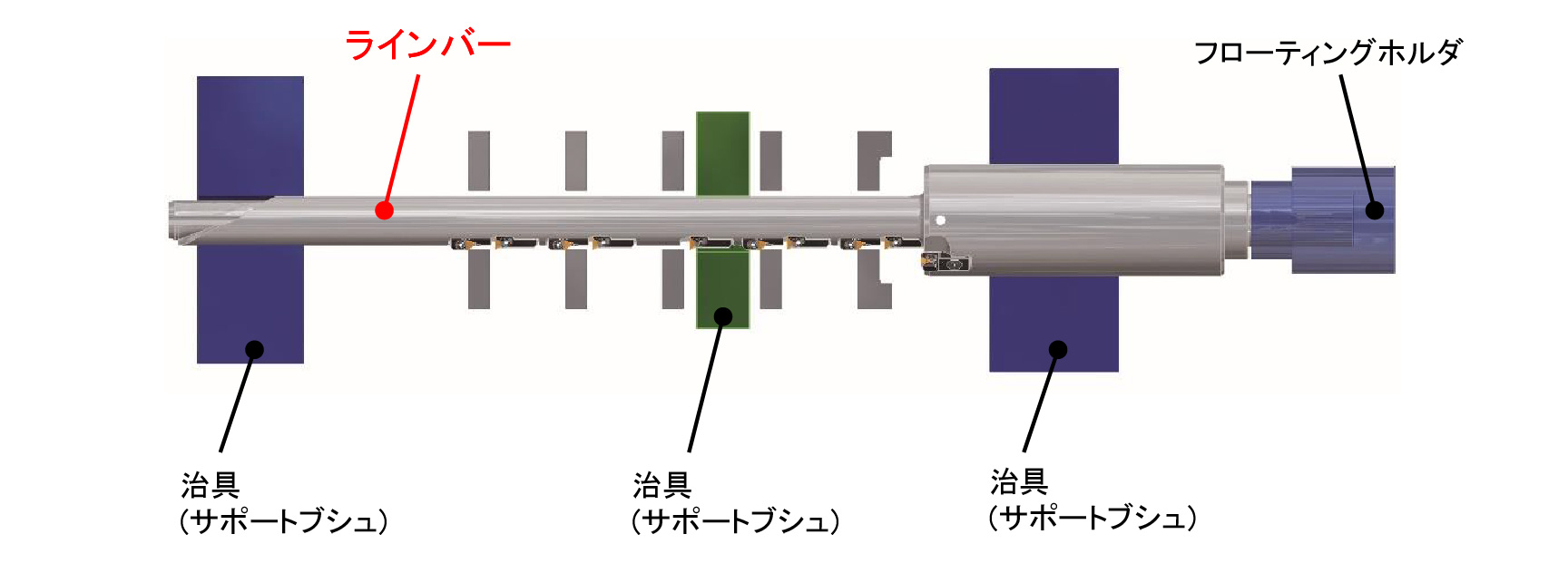
一般的な専用機でのツーリング構成
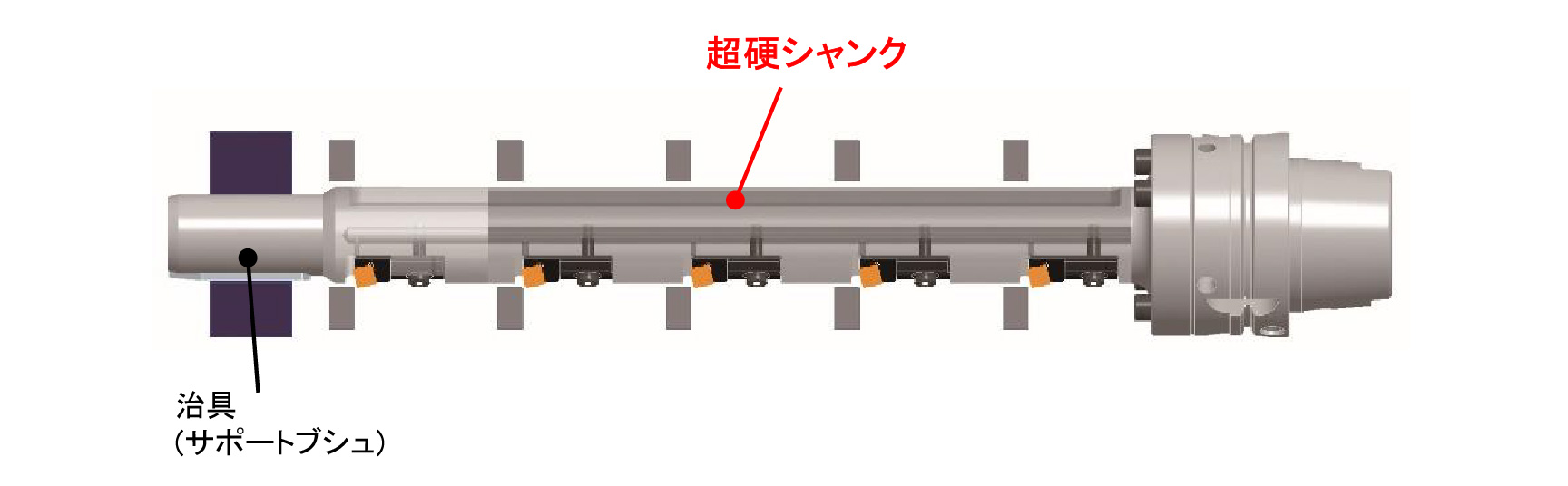
両端および中間にサポートブシュを配置
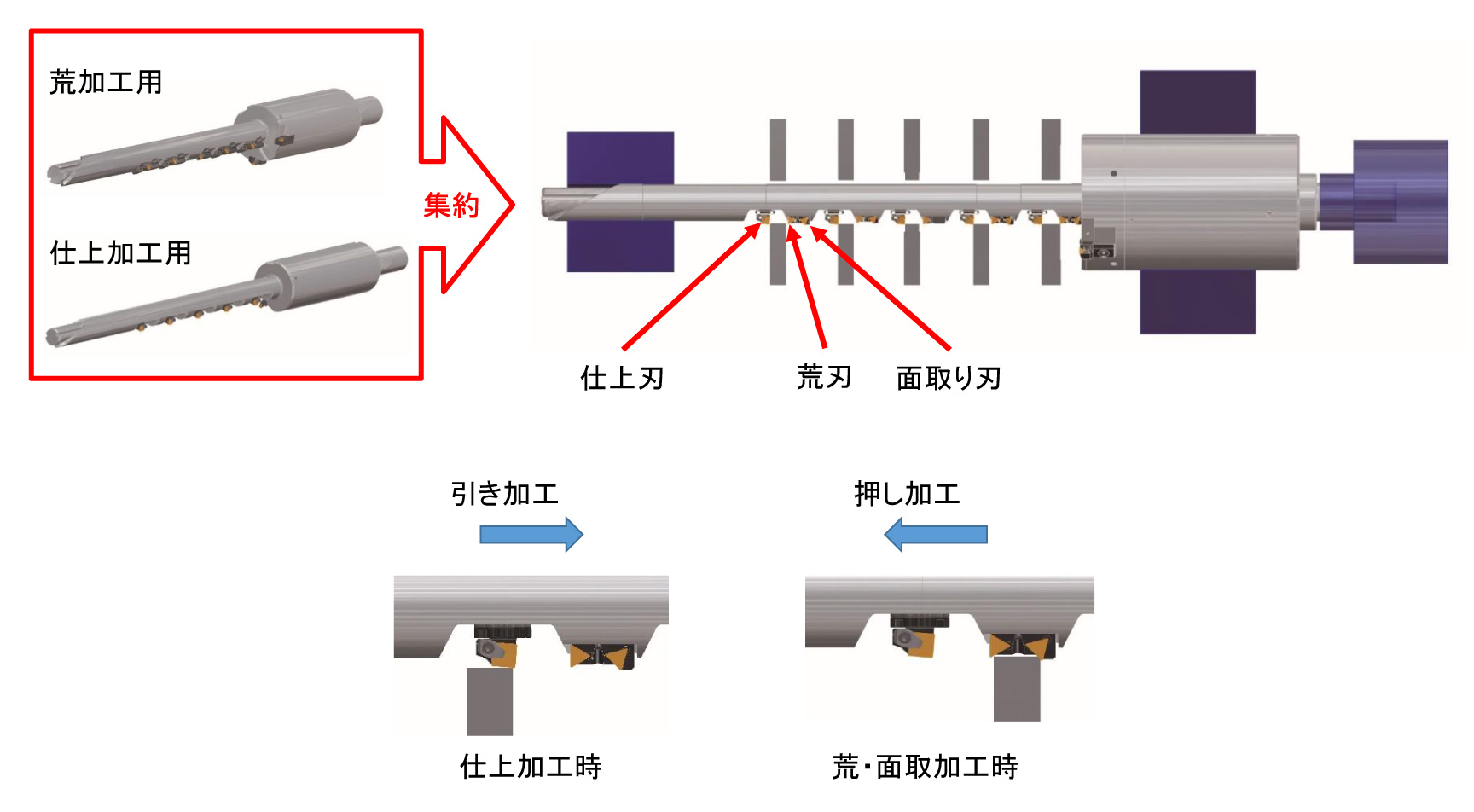
ココがポイント!
工程集約によりラインバー1本で仕上げExcellent !
ココがポイント!
補正ユニットによる自動径補正に対応Excellent !
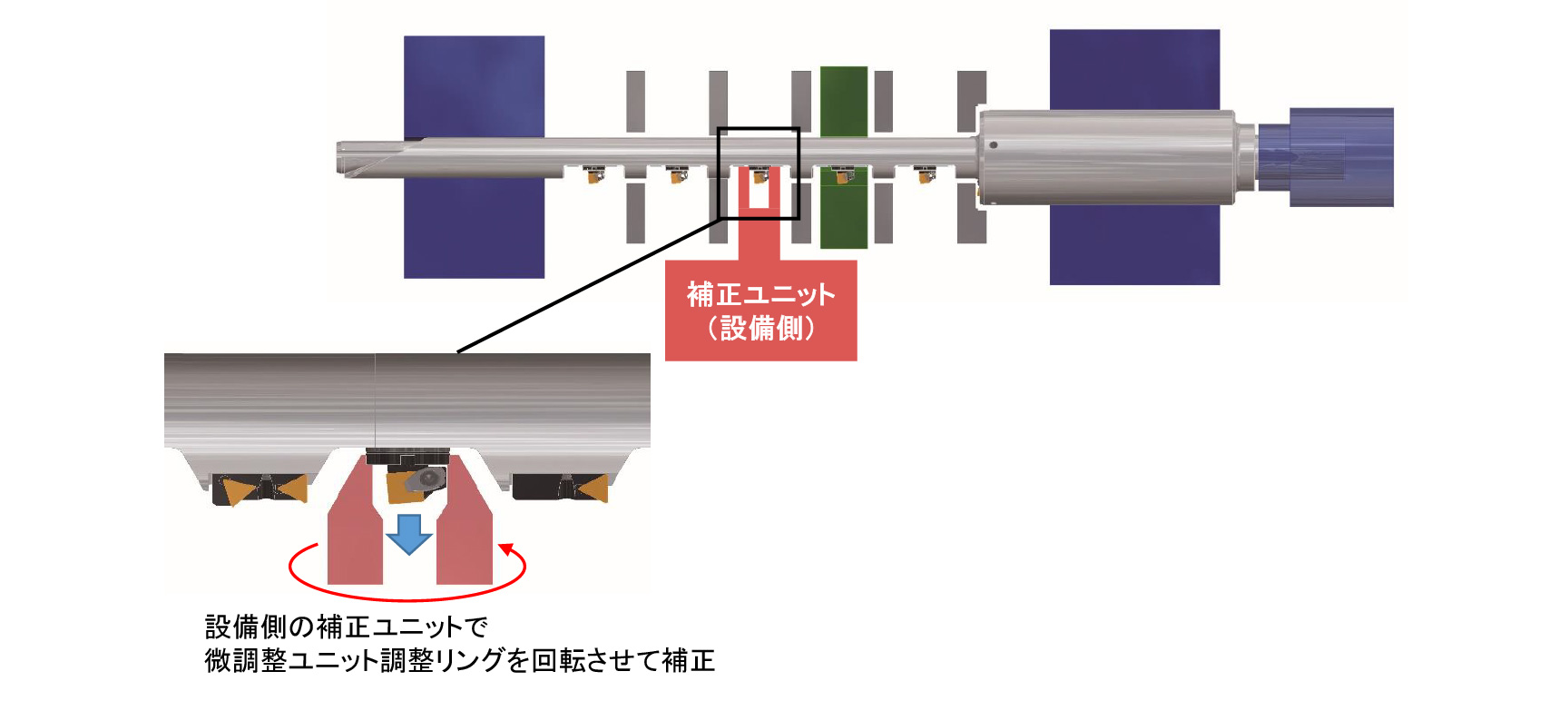
ココがポイント!
本体の超硬化による剛性UPExcellent !
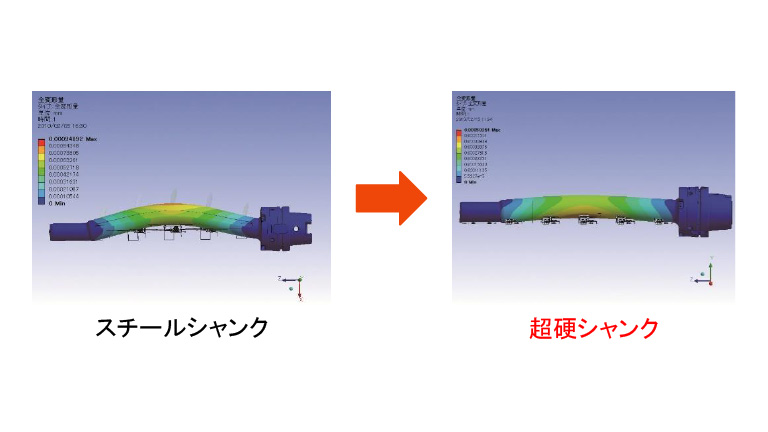
タワミを抑制し高精度加工 解析により最適なシャンク材質をご提案
タワミ量を50%低減
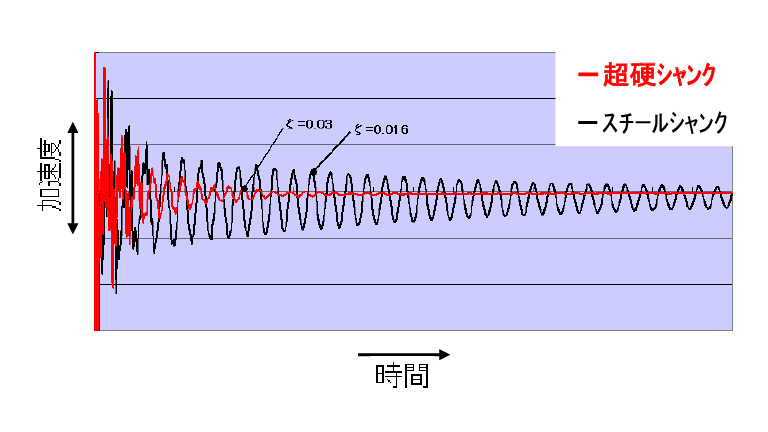
高い減衰性
開発コンセプト/製品コンセプト
「現状と課題」
- ラインバーを用いた飛び穴加工は、真円度・同軸度など加工精度の要求が厳しく、良品条件を得るのが困難。
- 高価な設備が必要なため設備投資が大きく、またインサート交換時の径調整により設備が止まる無駄な時間が発生していた。
「開発のポイント」
- 工具製作で培った微調整・高剛性・工程集約などの要素技術を活用したラインバーを開発し、お客様の「生産性向上」「高精度化」「設備の投資削減」の嬉しさに貢献します。
加工事例
| 加工ワーク | シリンダーブロック(クランク穴) |
|---|---|
| 被削材 | ADC12 |
| 工具径 | ø55 +0.016/0 |
| 切削条件 |
|
| クーラント | 内部給油 |
| 同軸度 | 7µm |
| 真円度 | 5µm |
製品仕様
工具仕様
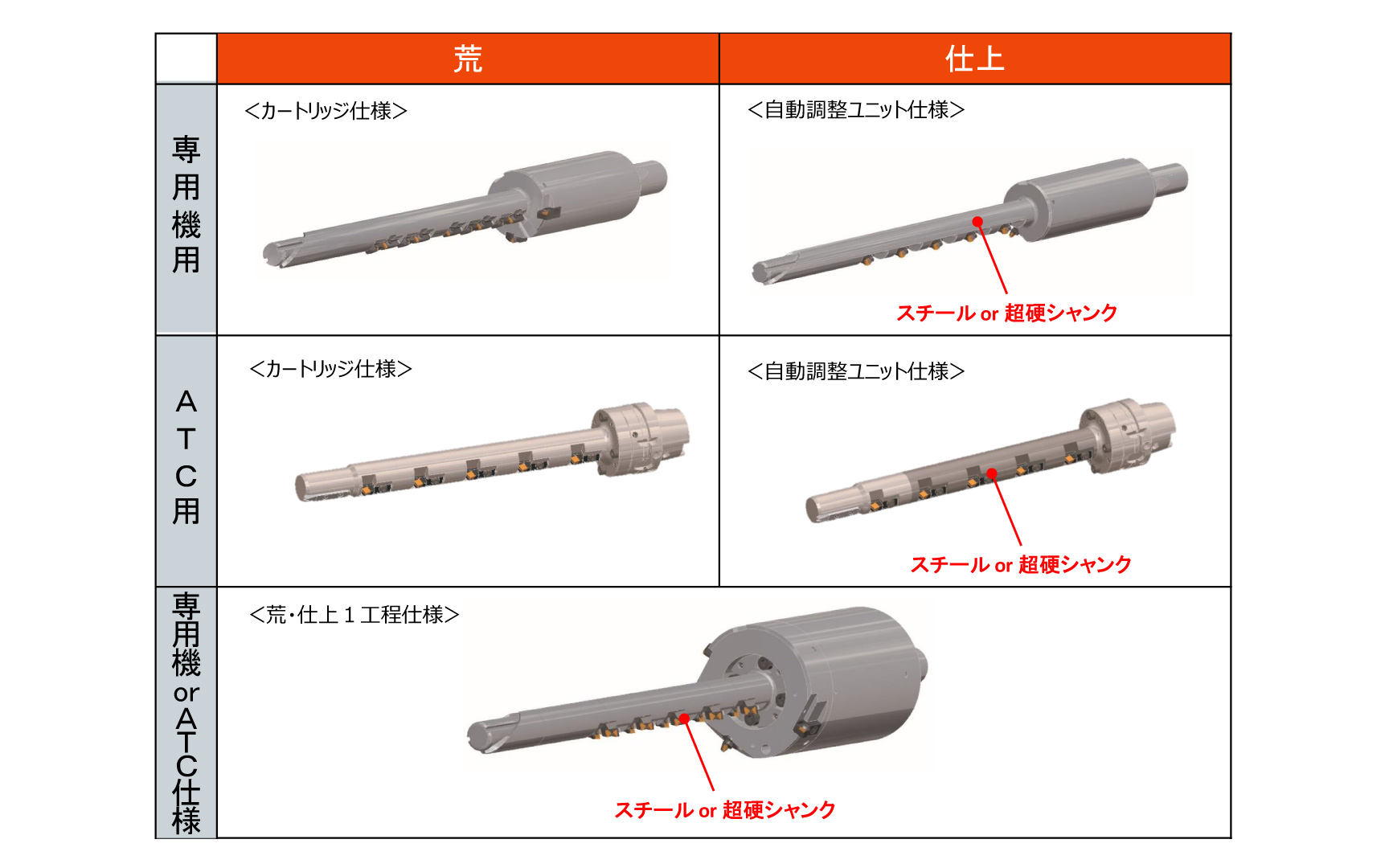
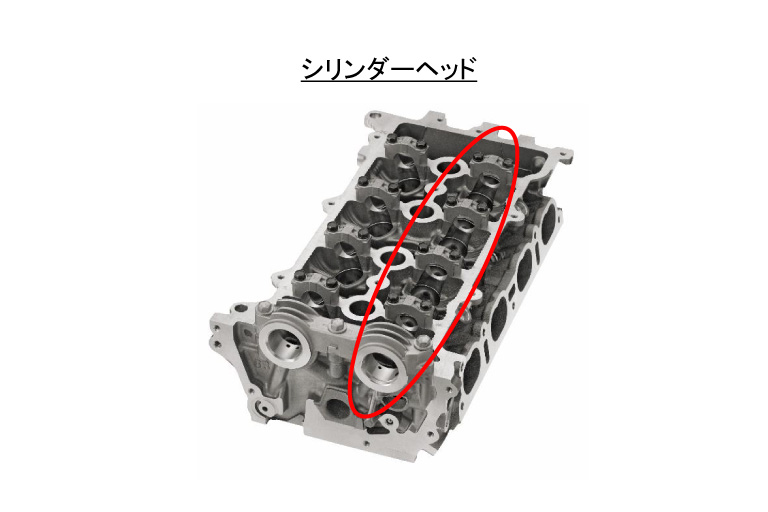
| 対象工程 | クランク穴(ブロック) カム穴(ヘッド)などの深穴 |
|---|---|
| 設定径 | ø25~ |
| 標準条件 |
|
| 同軸度 | 10µm以内 |
適用ワーク例