プランジカット式
バルブフィニッシャー
スリム形状で良好な加工精度を確保!
- コンパクトなクランプ構造で高い寄り付き性
- 高精度バルブシート加工を実現
- リーマの突き出し最短で高精度加工
- リーマの振れ調整機構で
安定した加工精度を確保

![]()
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
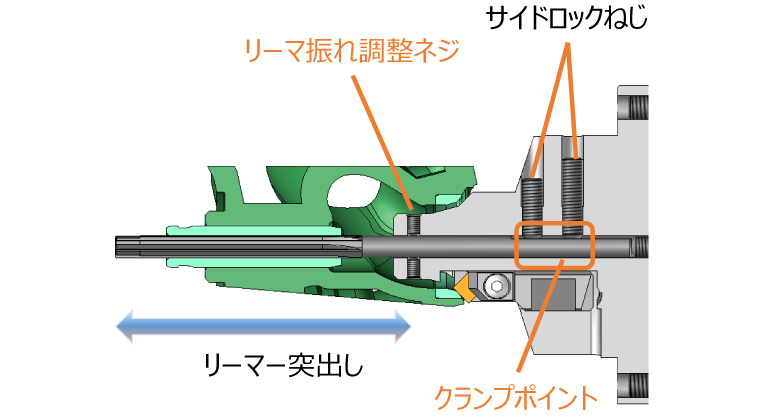
プランジカット式バルブフィニッシャーは『NLC(Nut Less Collet)』と『サイドロック』の2種類のリーマ保持機構をラインナップ。
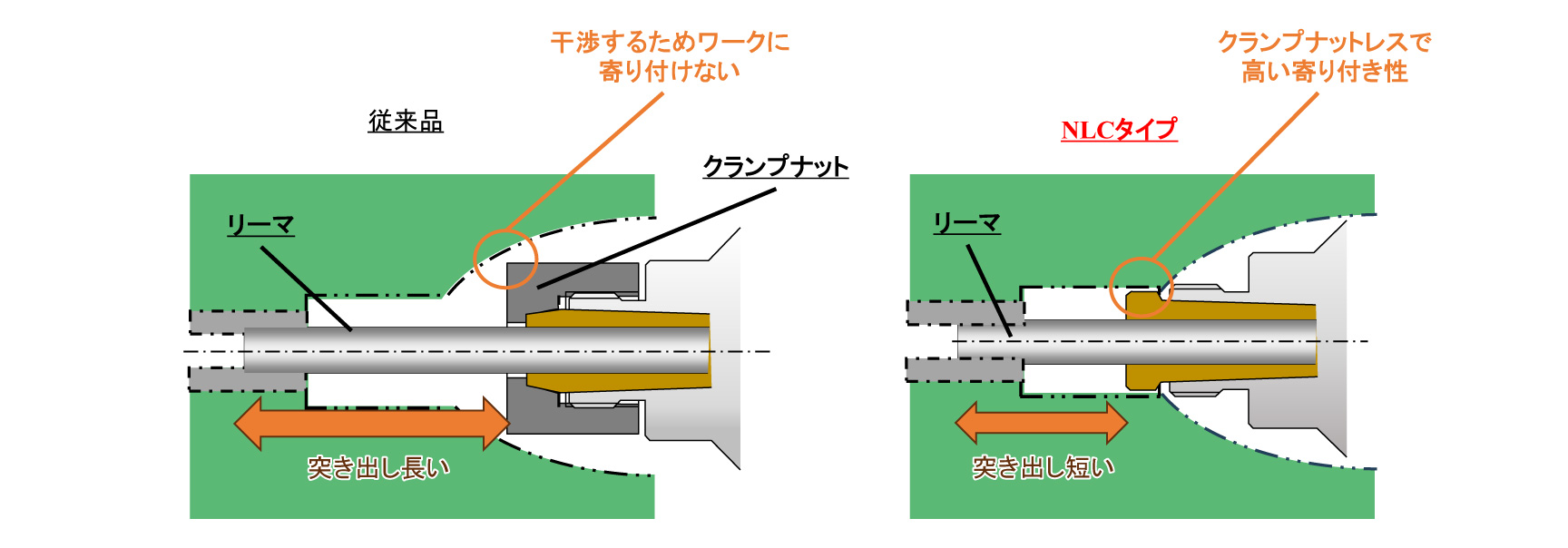
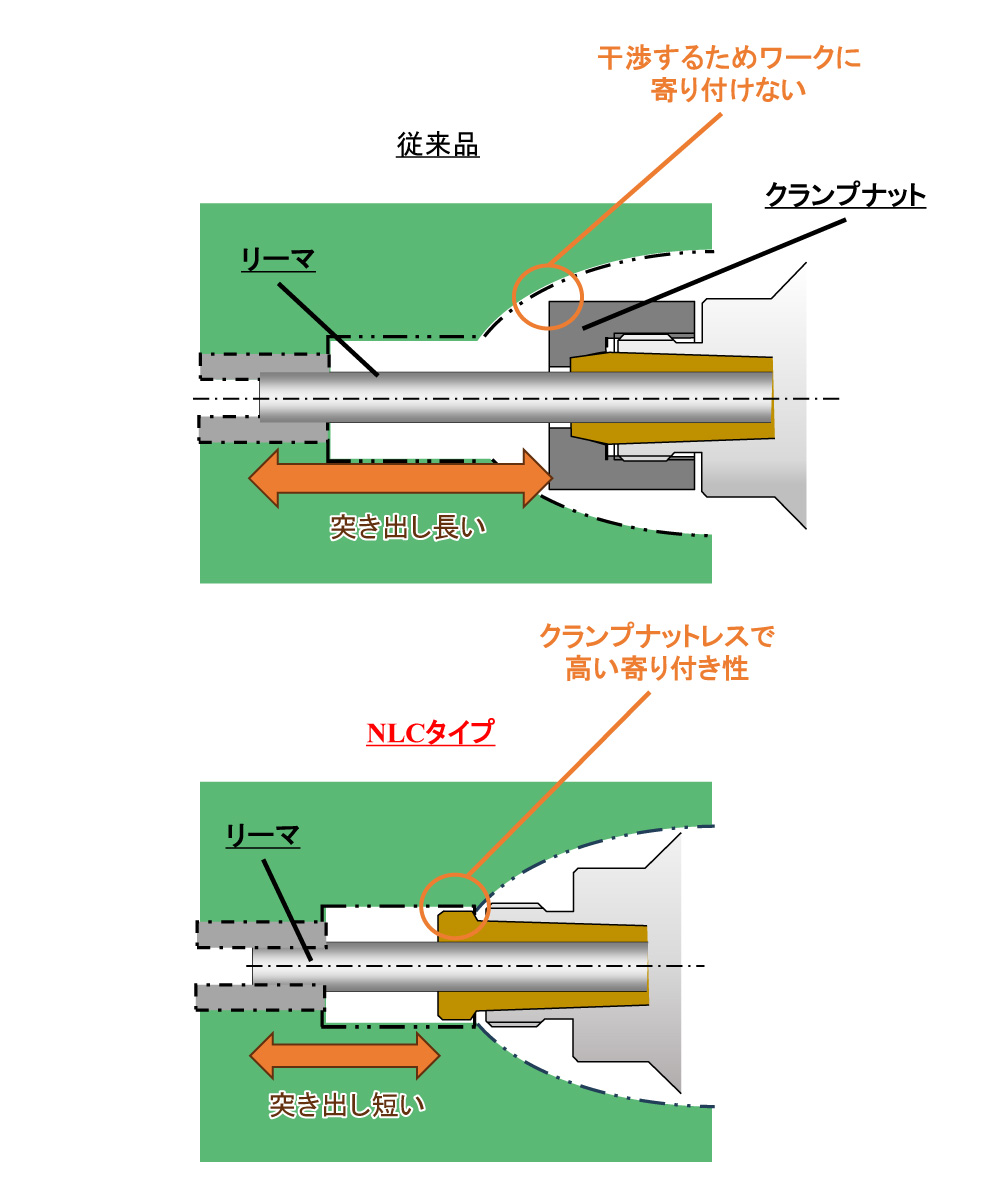
NLCタイプは、従来コレットチャックに必要なクランプナットを無くすことで、ホルダボディをスリム化しワークの干渉を回避できるため、加工部への寄り付き性が高くリーマの突き出し量を最短にすることが可能。
またリーマの振れ調整も可能なため、バルブガイド穴の安定した加工精度を得る。
2種類のリーマ保持機構Good !
| NLCタイプ | サイドロックタイプ | |
|---|---|---|
| 構 造 | 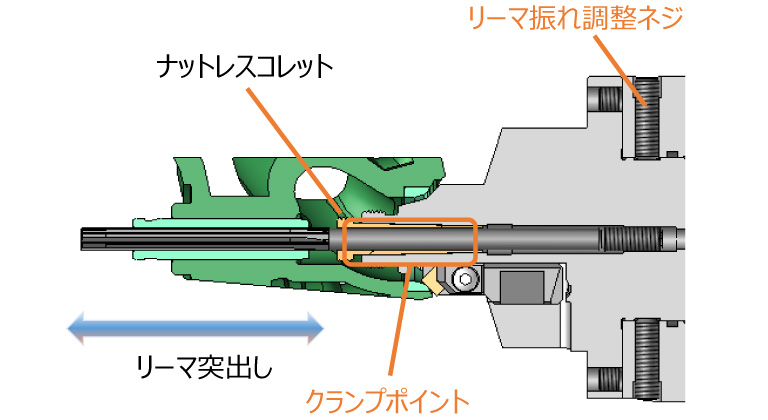 |
 |
| リーマ振れ精度 | ◎ | ◎ |
| リーマ突出し | ◎ | ○ |
| 作業性 | ○ | ○ |
| 価 格 | ○ | ◎ |
ココがポイント!
NLCタイプ 最短のリーマ突出し量Excellent !
ココがポイント!
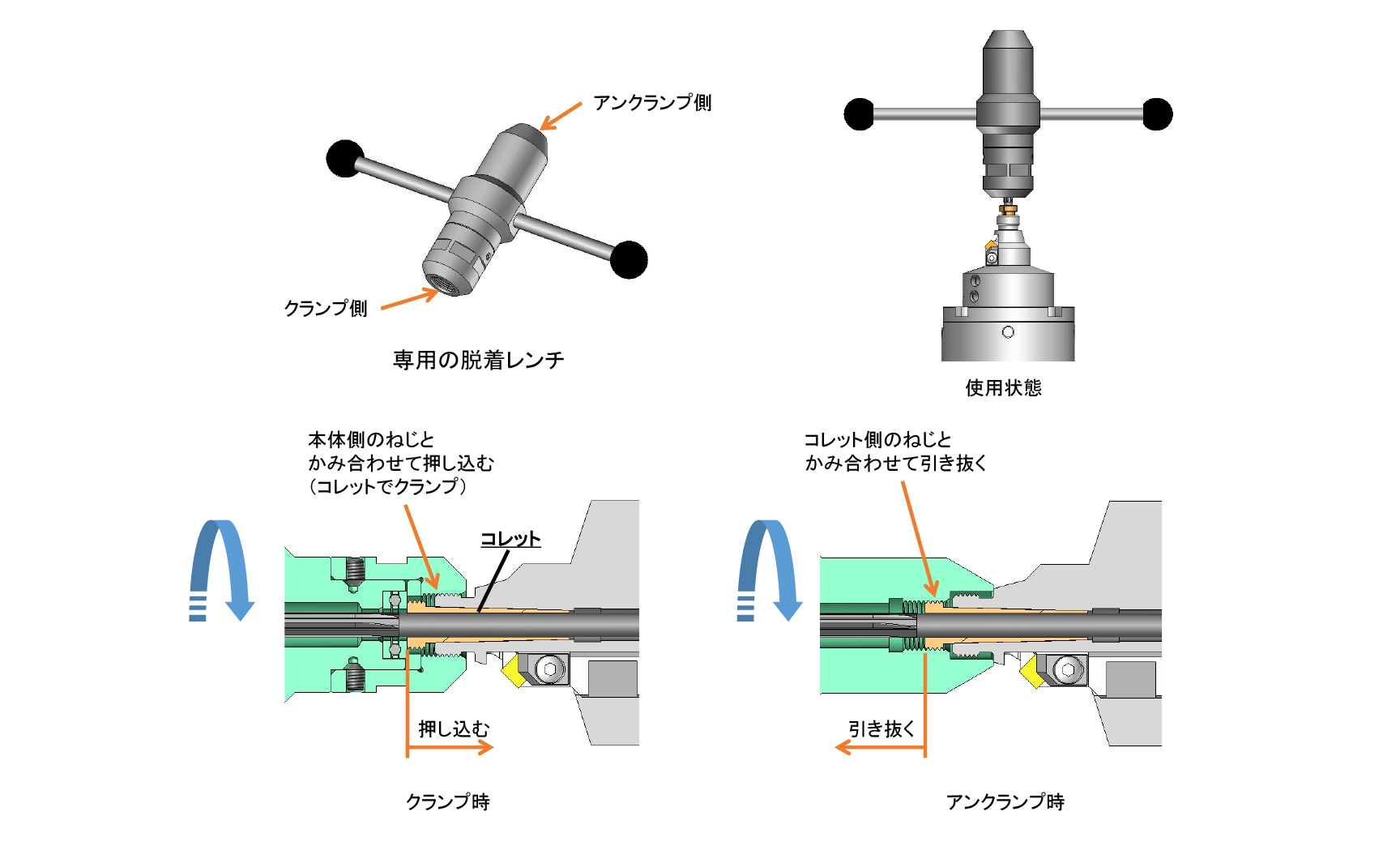
NLCタイプ 特殊コレット脱着方法Excellent !
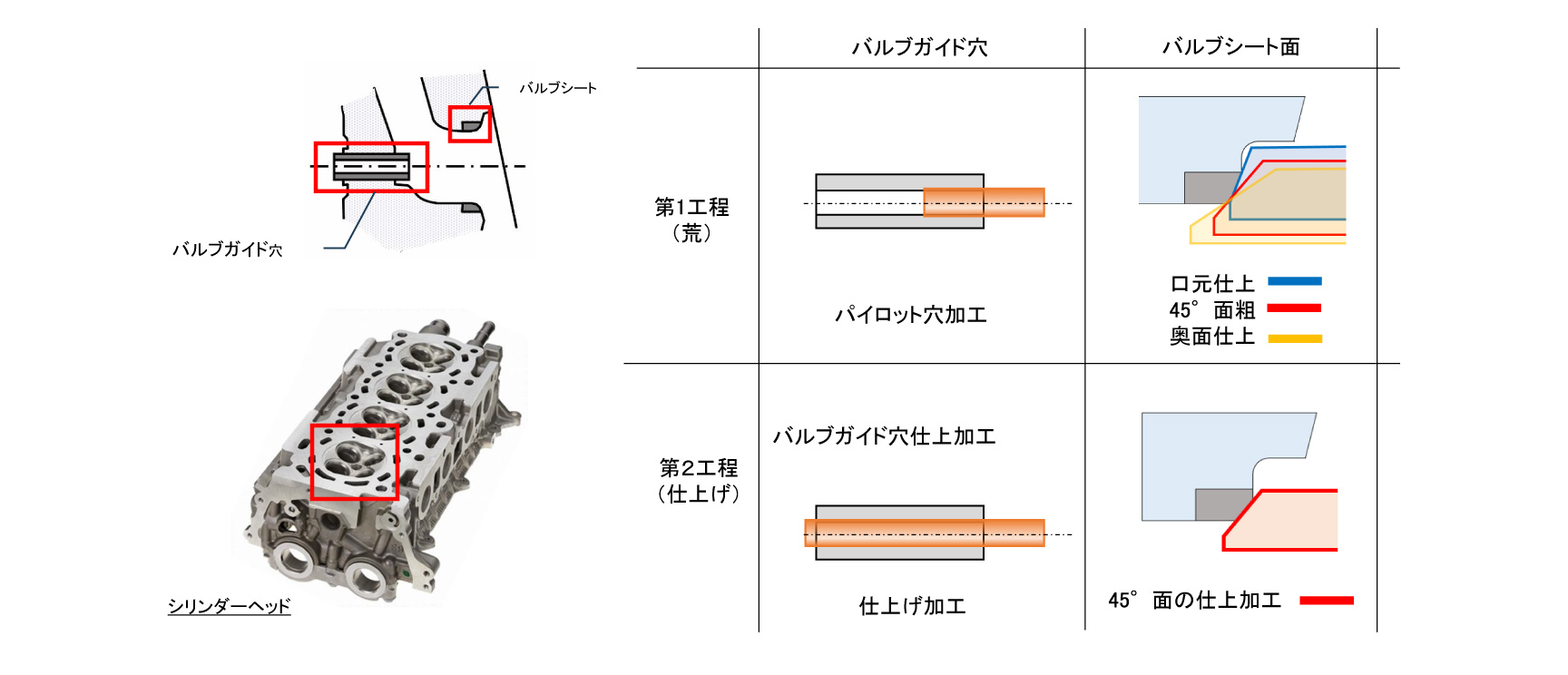
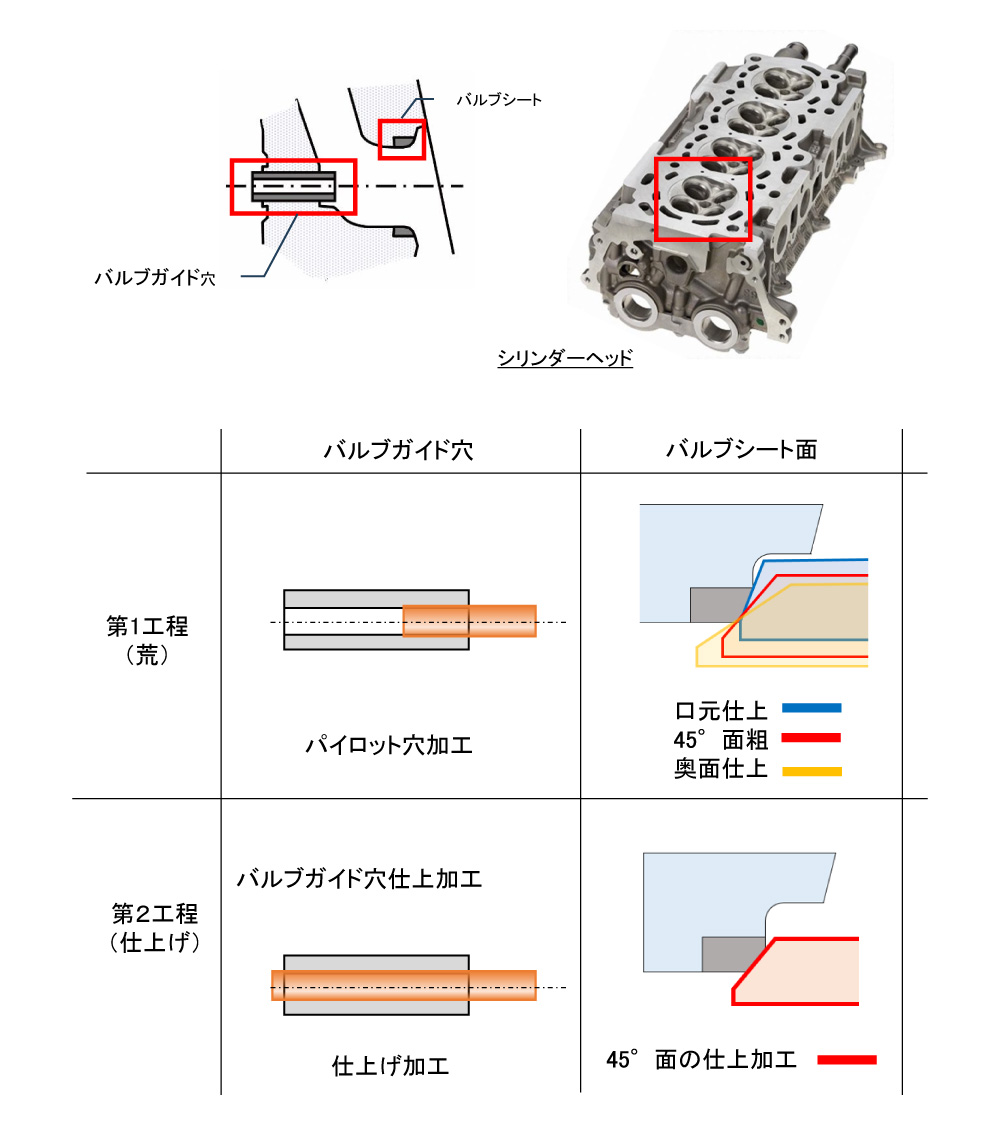
加工工程
第1工程(荒):パイロット穴+バルブシート口元面加工
第2工程(仕上げ):バルブガイド穴仕上+バルブシート45°面仕上
開発コンセプト/製品コンセプト
「現状と課題」
- 要求精度が高いヘッドのバルブシート面、バルブガイド穴加工は、投資削減を狙い専用機のトラバース加工からマシニングセンタによるプランジ加工へ移行しているが、加工精度が安定しない課題があった。
「開発のポイント」
- プランジカット式ホルダにおいて、NLCタイプは、独自の技術でリーマのクランプ用ナットを廃止。
- サイドロックタイプは、リーマの刃振れの調整機構をコンパクト化し、それぞれホルダのスリム化を達成。
- これにより、ワークの干渉を避ける事ができ、最短のリーマの突き出し量を実現。
安定したプランジ式での高精度加工が可能となり、投資削減に寄与する。
加工事例NLCタイプ
| 加工ワーク | シリンダーヘッド バルブガイド穴 | シリンダーヘッド バルブシート | |
|---|---|---|---|
| 被削材 | 焼結金属 | 焼結金属 | |
| 使用ツール | 6枚刃 超硬リーマ | 超硬バイト | |
| 切削条件 | 荒 | 回転数:N=4600min-1 切削速度:V=80m/min 送り:f=0.3mm/rev |
回転数:N=1600min-1 切削速度:V=150m/min 送り:f=0.13mm/rev |
| 仕上 | 回転数:N=4600min-1 切削速度:V=80m/min 送り:f=0.3mm/rev |
回転数:N=1600min-1 切削速度:V=150m/min 送り:f=0.1mm/rev |
|
| クーラント | 内部給油 | 内部給油 | |
| ツーリング | 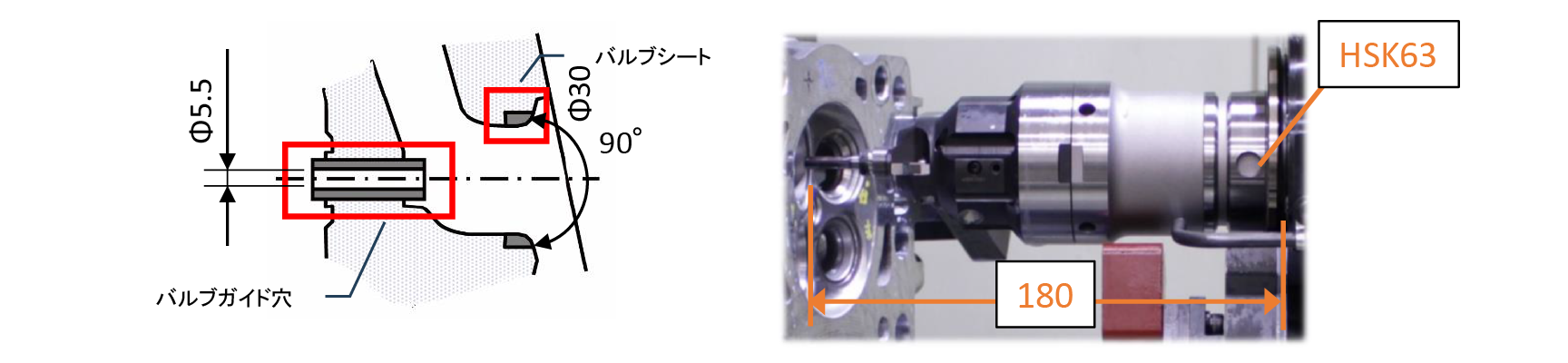 |
||
| 加工精度 | 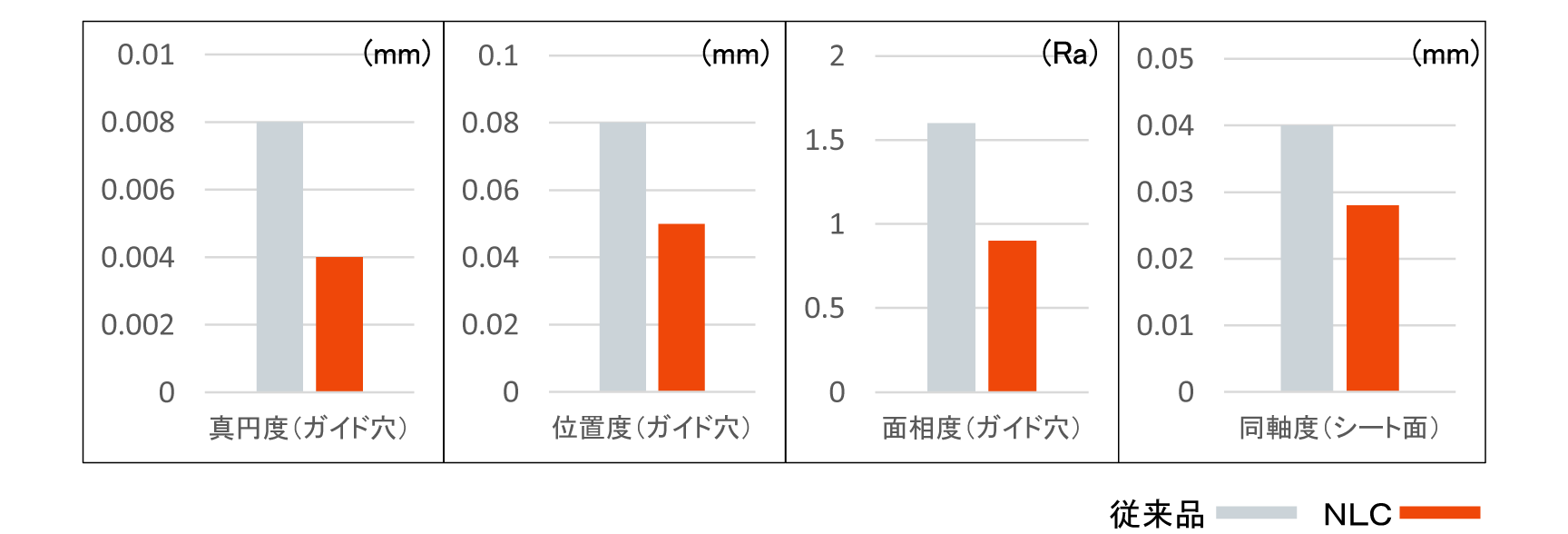 |
||


