シャンクスルーGHIリーマ
シャンクからのクーラント供給により
貫通穴の高精度加工をより安価に実現!
- 「GHIリーマ」+「シャンクスルー」で
抜群の切り屑排出性!
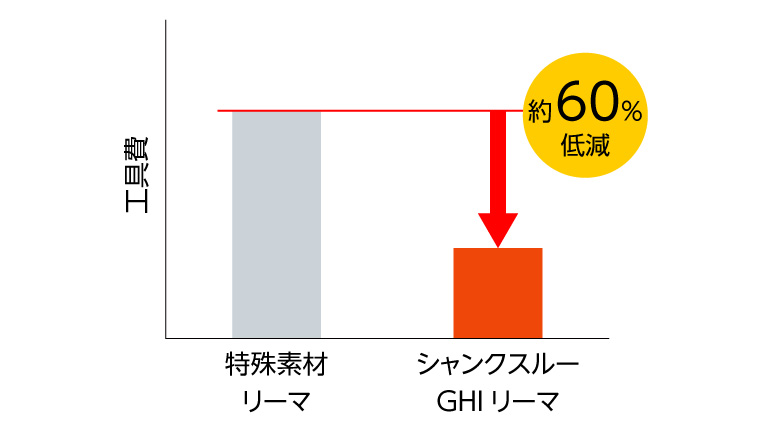
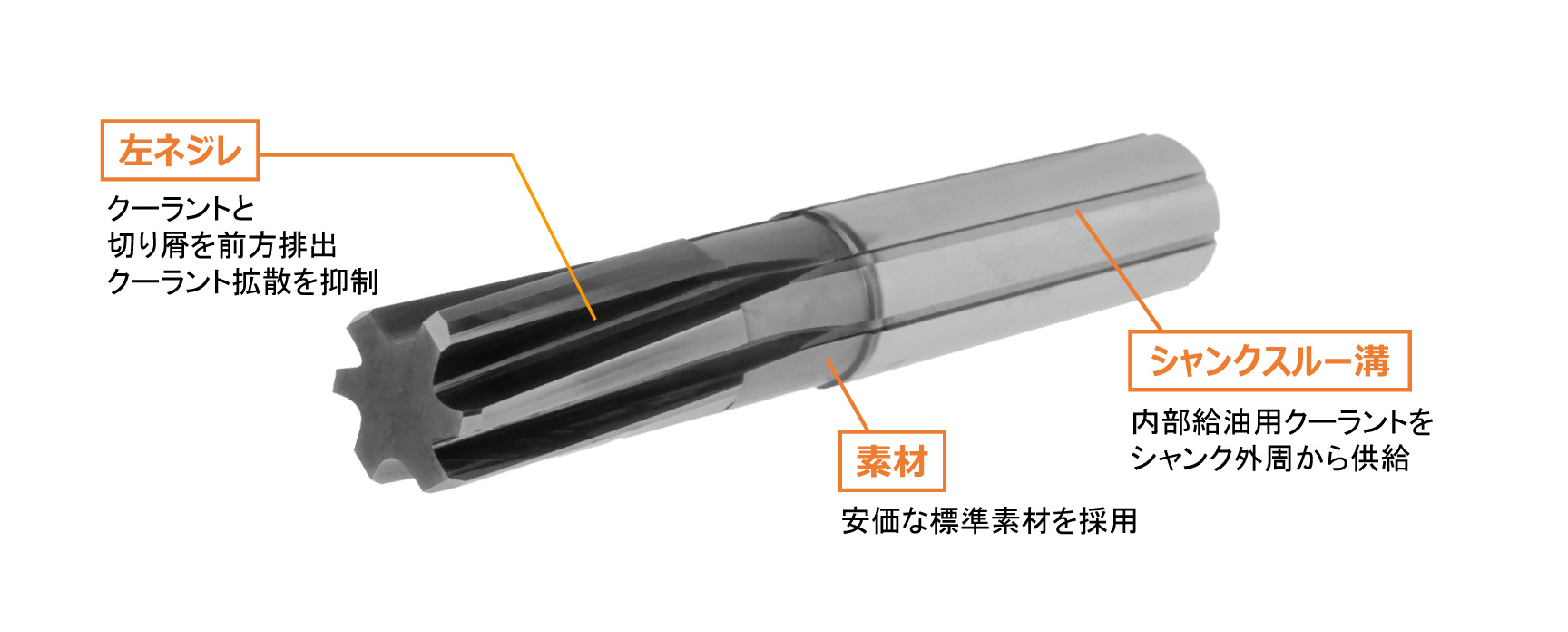
- 安価な標準素材を使用して工具費低減
- 左ネジレ+シャンクスルーによる良好な切り屑排出性
- GHIリーマ特有の高精度加工

“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
シャンクスルーGHIリーマはシャンク外周にクーラント溝を設けることで、安価な標準素材を使用し工具費低減に貢献。
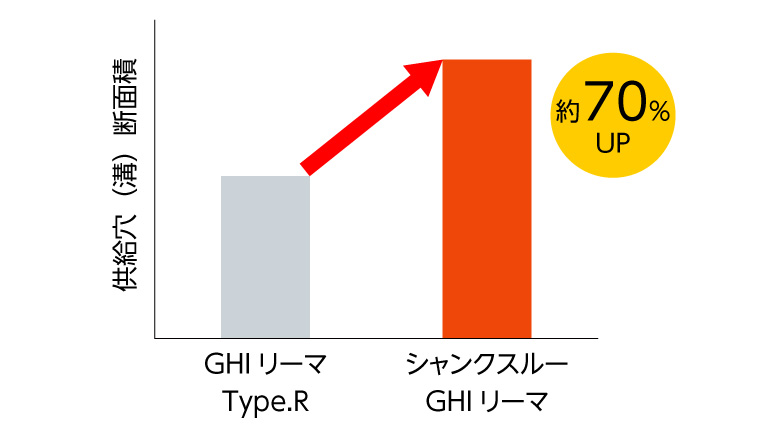
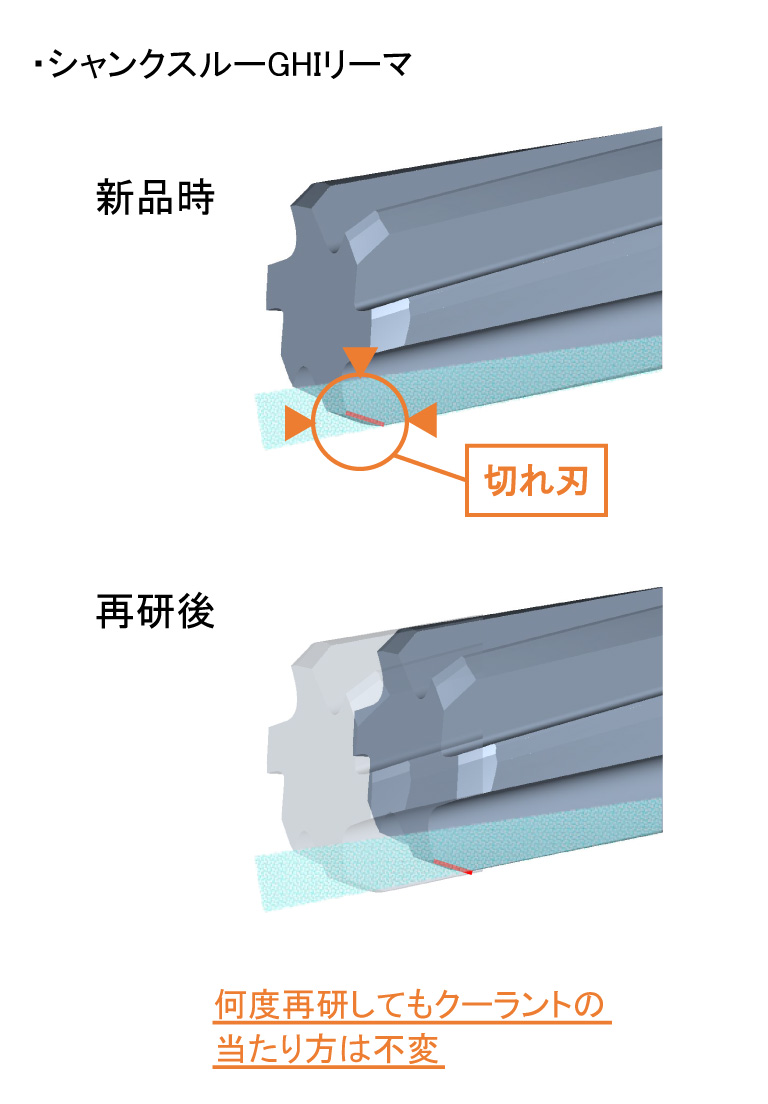
各切れ刃に十分なクーラントを供給でき、さらに再研後も変わらぬ加工状態を維持。
また左ネジレとすることで回転数を上げた際のクーラント拡散を抑制し、前方への切り屑排出性も向上しています。
工具費低減Good !
クーラント供給量増加Good !
ココがポイント!
クーラントの拡散抑制と切り屑排出性の向上Excellent !
ココがポイント!
再研後も安定したクーラント供給で再研回数80%UPExcellent !
開発コンセプト/製品コンセプト
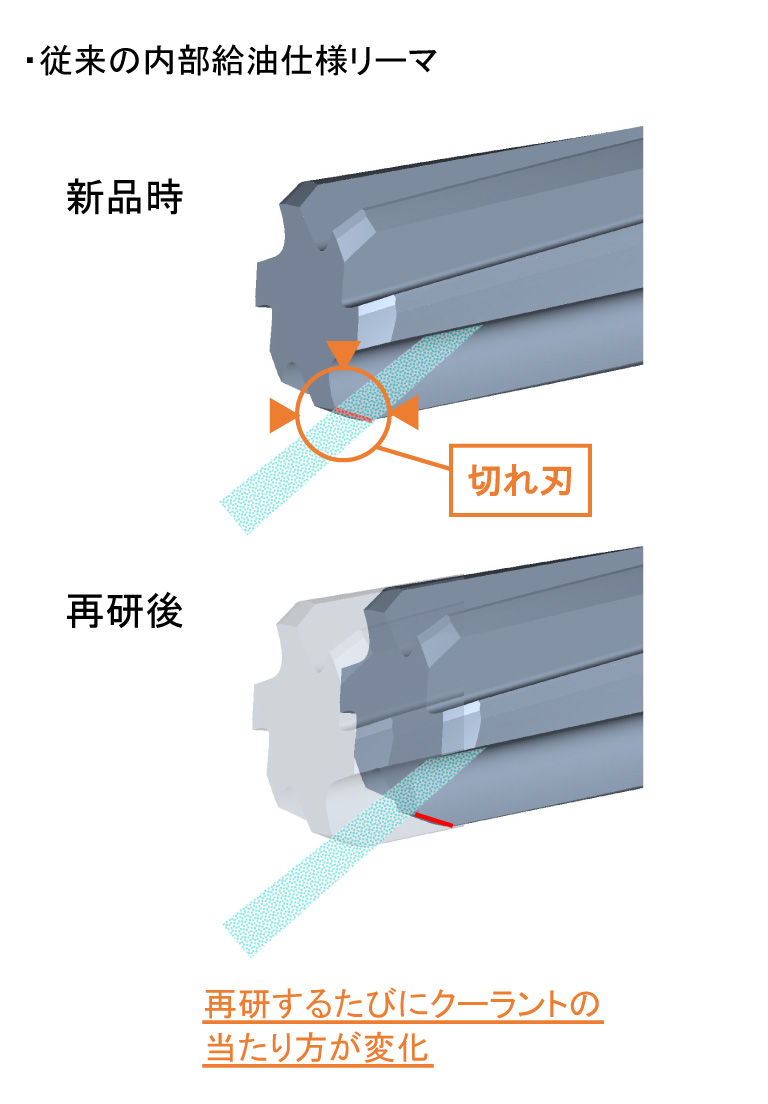
「現状と課題」
- 従来の貫通穴用リーマは切れ刃に直接クーラントをかけることができる反面、特殊素材が必要なため高価な製品となっていた。
- 再研回数を重ねる度にクーラントの当たりが変わるため、加工精度や工具寿命の低下が懸念される上、再研回数の低下による工具費増の要因になっていた。
「開発のポイント」
- クーラントをシャンクに沿わせて刃先に対し、まっすぐ排出することにより、クーラントの当たり方を一律とし、再研後も精度や寿命に影響がないリーマを開発。
- 標準素材を採用することにより、素材費を安価に抑え、シャンクスルー技術を合わせ工具費低減に貢献します。
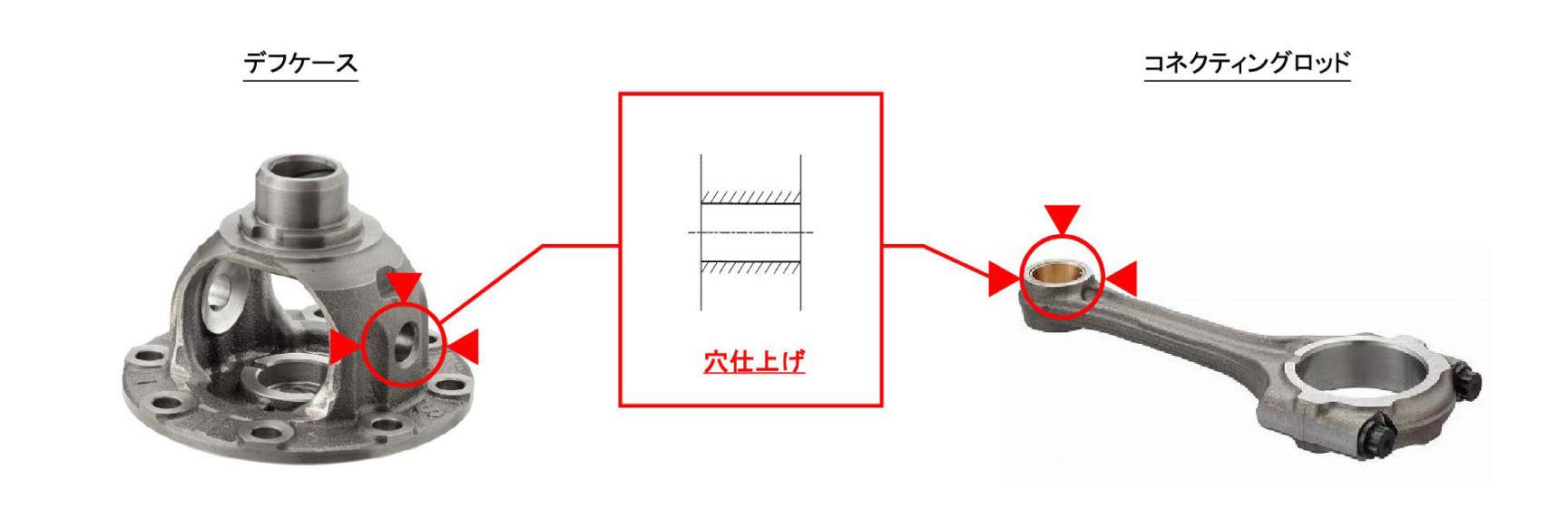
加工事例
| 使用ツール | シャンクスルーGHIリーマ |
|---|---|
| 加工ワーク | コネクティングロッド小端穴 |
| 被削材 | 特殊炭素鋼 |
| 工具径 | ø22 |
| 切削条件 |
|
| 取り代 | ø0.5 |

| 要求精度 | 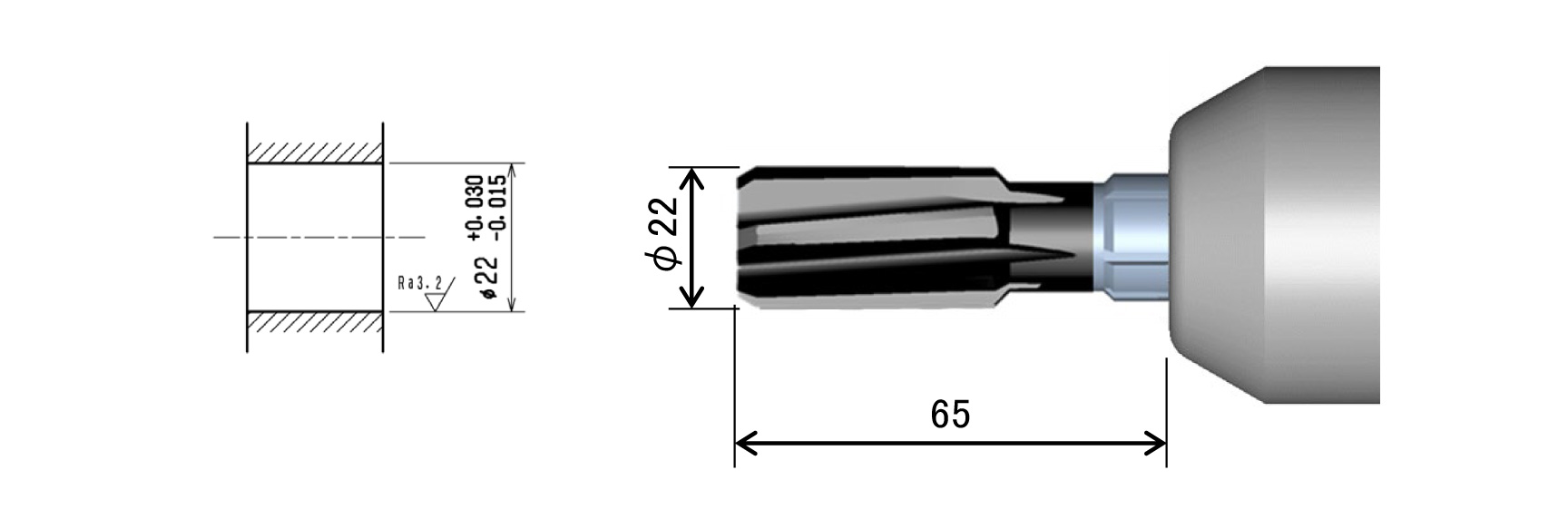 |
|---|
製品仕様
工具仕様(貫通穴専用)
| 対象工程 | FC/FCD/鋼の仕上加工 |
|---|---|
| 設定径 | ø14~ø24 |
| 標準条件 |
|
| 加工性能 | 加工径:IT7級 面粗さ:12.5z |
適用ワーク例