TFSドリルシリーズ
鋳鉄から鋼まで
幅広い領域で加工が可能!
- 「低抵抗シンニング」+「特殊ネジレ溝形状」で
鋳鉄、鋼まで高い切削能力を確保!
- 低抵抗シンニングによる低スラスト化
- 特殊ネジレ溝形状で高い切り屑排出性
- 多層コーティングによる耐摩耗性向上

TFSドリルシリーズとは
①TFSドリル
鋼 一般穴加工用
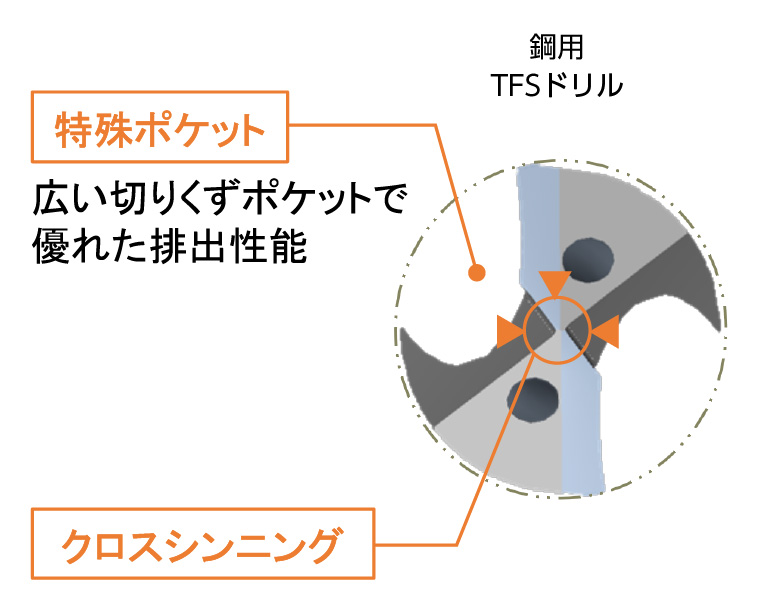
特徴:低抵抗刃とネジレ溝による高い切り屑排出性
- クロスシンニング
- シングルマージン
- 多層コーティング
- IT9級精度
②TFSドリル Type.C
鋳鉄 一般穴加工用
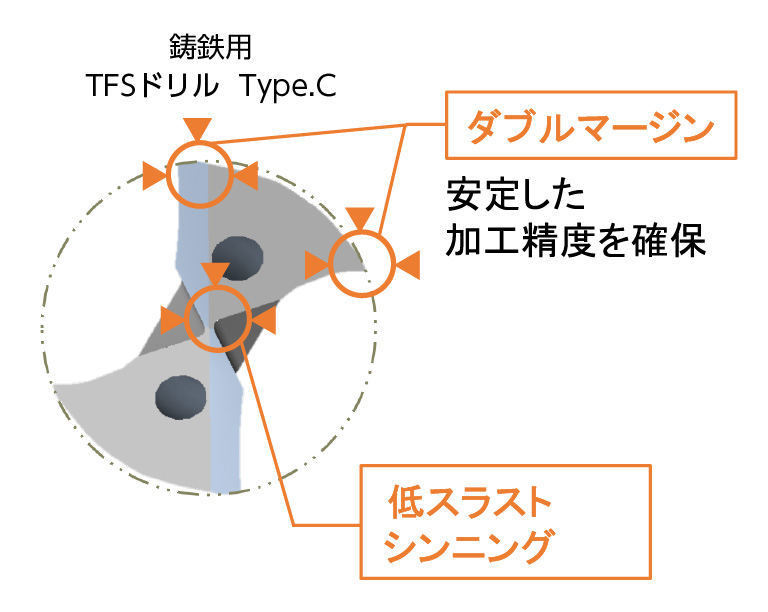
特徴:鋳鉄加工用の専用刃型
- 低スラストシンニング
- ダブルマージン
- 多層コーティング
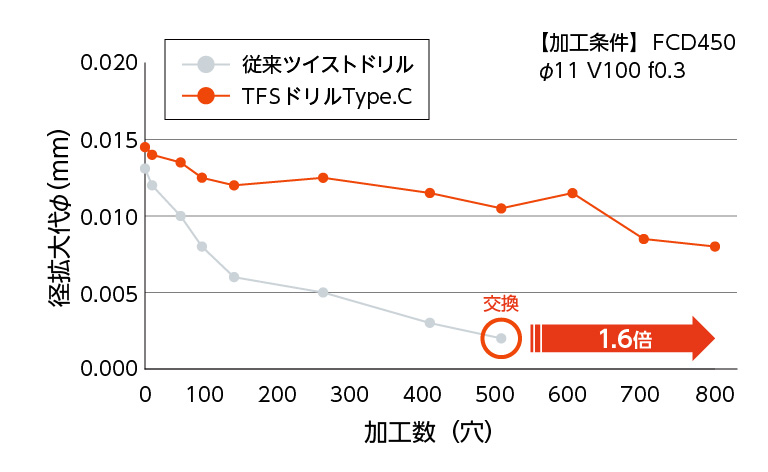
- 鋳鉄加工において従来ドリルに対し寿命向上
- IT9級精度
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
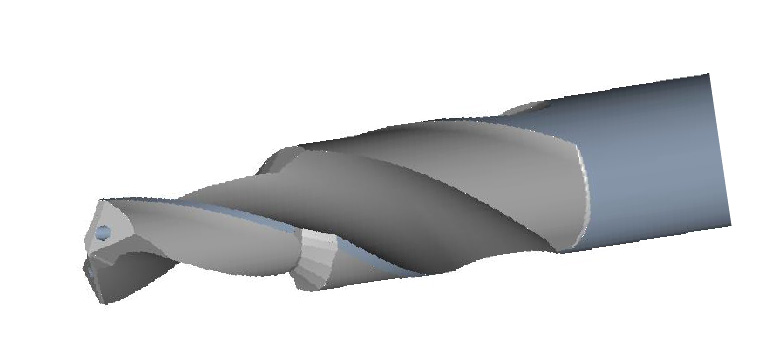
TFSドリルはストレート切刃とクロスシンニングを採用しており刃先強度確保と低スラスト化を両立。
また、切り屑排出性を考慮した溝仕様により高い切り屑排出性を有しています。
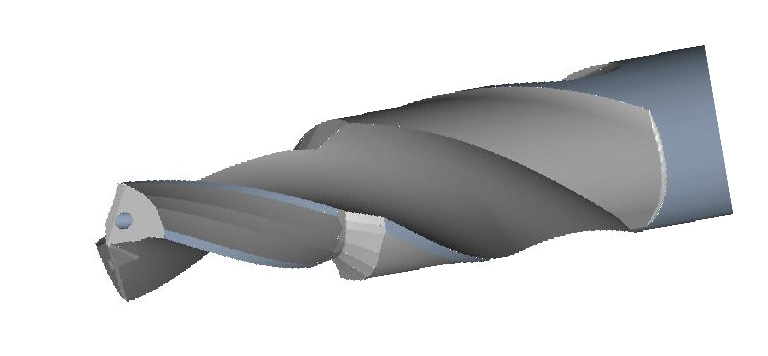
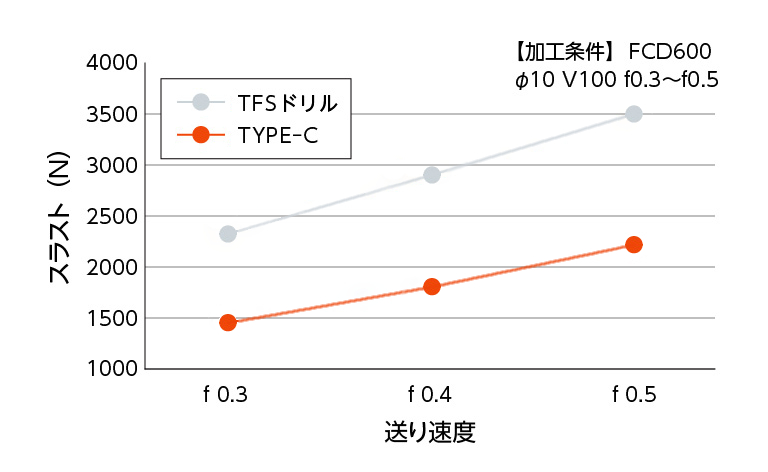
TFSドリル Type.Cでは鋳鉄加工に適した低スラストシンニングとダブルマージンを採用し安定した加工精度を実現。
どちらも耐摩耗性向上のため専用の多層コーティングを標準仕様としています。
TFSドリル
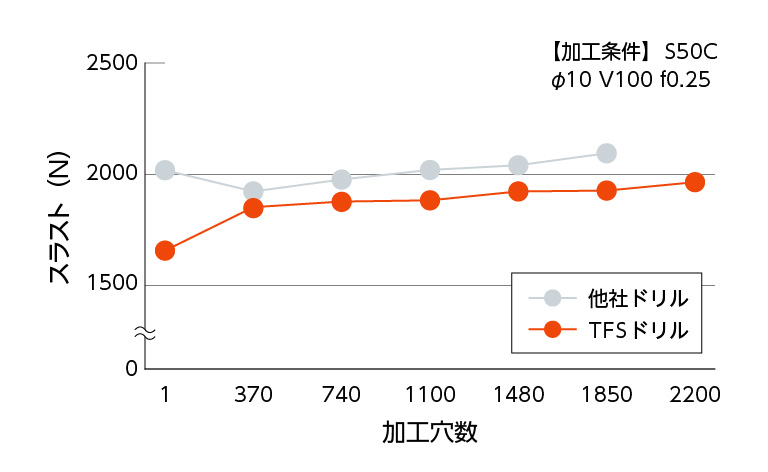
切削抵抗(スラスト)の低減Good !
TFSドリル Type.C
切削抵抗(スラスト)の低減Good !
TFSドリル Type.C
寿命向上効果Good !
ココがポイント!
ワーク材種ごとの特殊設定Excellent !
開発コンセプト/製品コンセプト
「現状と課題」
- 鋳鉄鋼材の加工ではスラスト抵抗が高く、また切り屑の排出性も良くないため、精度確保のためには能率を上げることができなかった。また切削熱が高く、寿命低下の課題があった。
「開発のポイント」
- TFSドリルは広いネジレ溝形状によって高い切り屑排出性を確保し、鋼材の加工に適した刃先形状により低抵抗化を達成。
- さらにType.Cでは鋳鉄加工に特化した特殊シンニング形状を採用しスラストを低減。
ダブルマージン仕様により切削時の振動を抑え高精度な穴加工を可能とし、多層コーティング採用で、寿命の大幅な向上も実現した。
製品仕様
TFSドリル
工具仕様
| 対象工程 | 鋼の一般穴加工 |
|---|---|
| 設定径 | ø4~ø20 |
| 標準条件 |
|
| 加工性能 | 加工径:IT9級 |
TFSドリル Type.C
工具仕様
| 対象工程 | 鋳鉄の一般穴加工 |
|---|---|
| 設定径 | ø4~ø20 |
| 標準条件 |
|
| 加工性能 | 加工径:IT9級 |
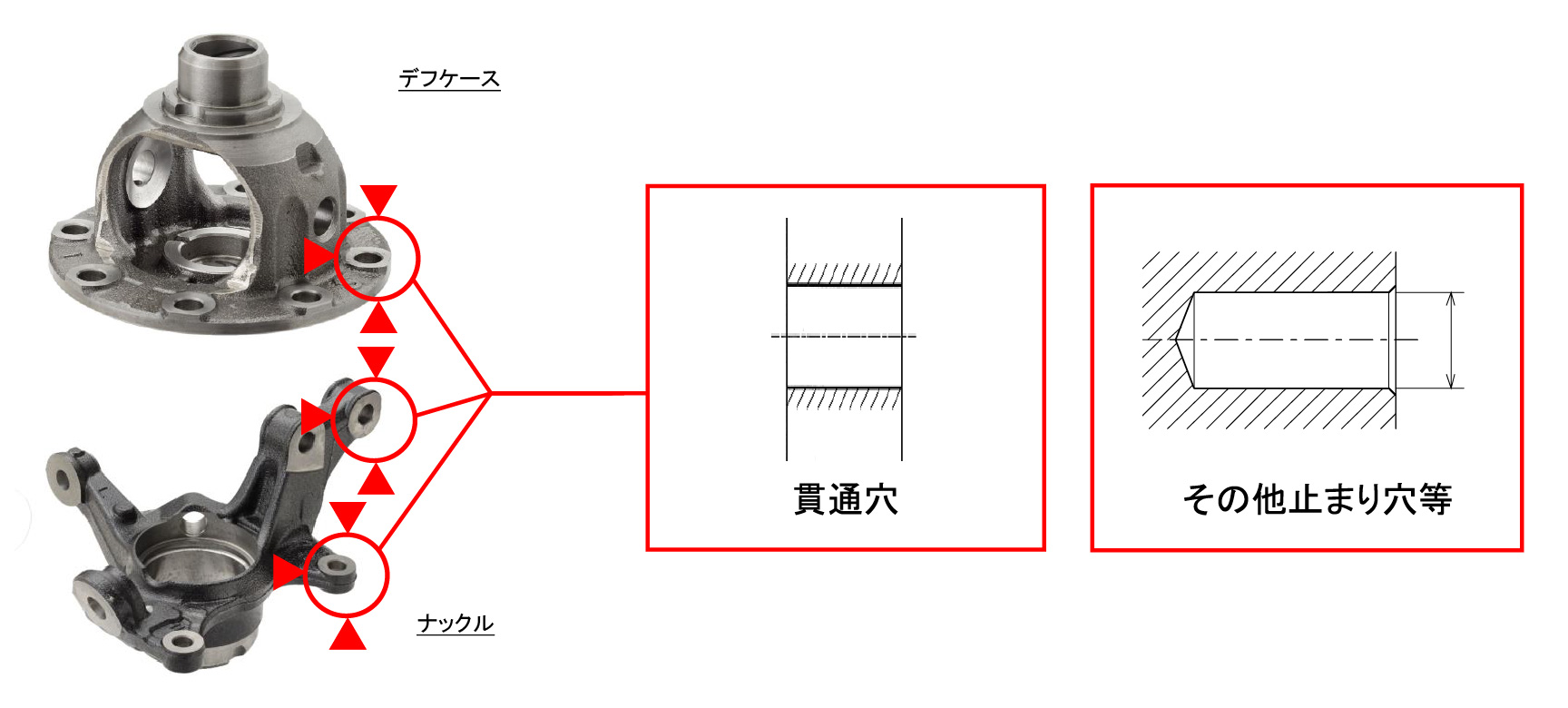
適応ワーク例