QT Tool Quarter Turn Adjustment Tool
Automatic diameter adjustment
on general-purpose machines
- Tools designed for high-precision machining and precise diameter compensation
- Simple compensation enables investment reduction
- Automatic adjustment without dedicated equipment
- Micro adjustment (ø2.5µm) is possible

“Amazing Ideas / Facts!”
The QT tool utilizes the functions of a general purpose machining center to achieve automatic compensation.
A unique mechanism that enables high-precision fine-tuning in ø2.5µm increments, therefore, ‘High productivity’, ‘high-precision machining’ and ‘reduced capital investment’.
POINT!
Automatic correction simply by introducing QT tools and simple fixtures on general-purpose machinesExcellent !
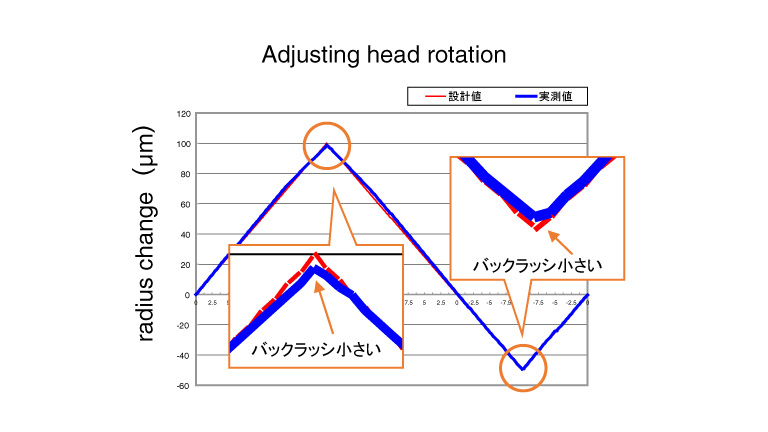
High-precision correction and excellent trackingGood !
- Separability ø2.5µm
- Excellent tracking
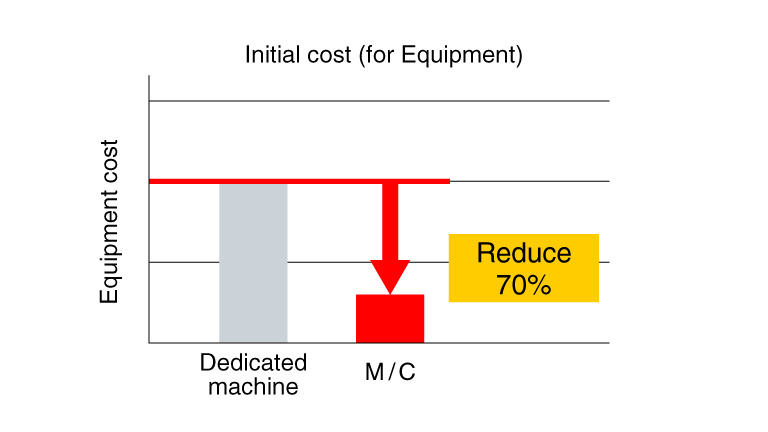
Reduction of equipment installation costsGood !
- Use of machining centres reduces equipment costs by 70%
Background / Point for Development
Background
- In the case of machining difficult-to-machine materials and long cutting distances, the cutting-edge wear progresses quickly, leading to more frequent dimensional adjustments of the cutting edge and insert replacement, which affects the operation of the production line.
- As a solution, automatic compensation of machining diameters using dedicated equipment is used, but this requires significant capital investment.
Point for Development
- QT tools utilize the functions of machining centres to achieve automatic compensation of diameters, enabling machining on general-purpose machines.
- This eliminates the need for special compensation equipment and facilities, reduces investment and improves the utilisation rate of the production line.
Example
| Workpiece | Cylinder block, bore hole |
|---|---|
| Material | FC |
| Tool Diameter | ø80.5mm |
| Cutting Conditions |
|
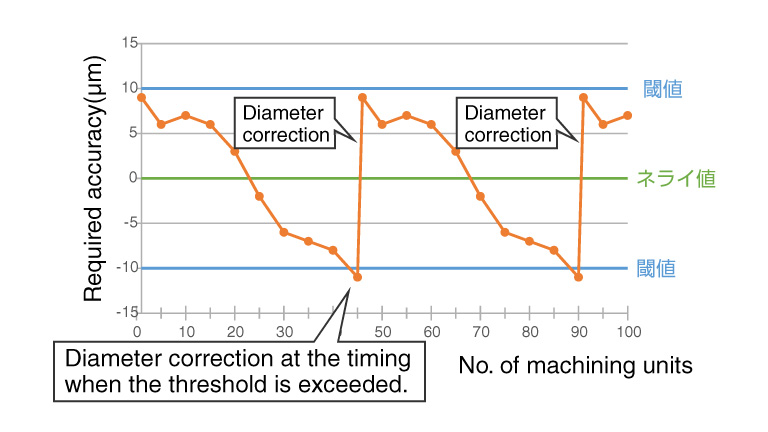
| Number of machining units |
100 units |
| Required accuracy | 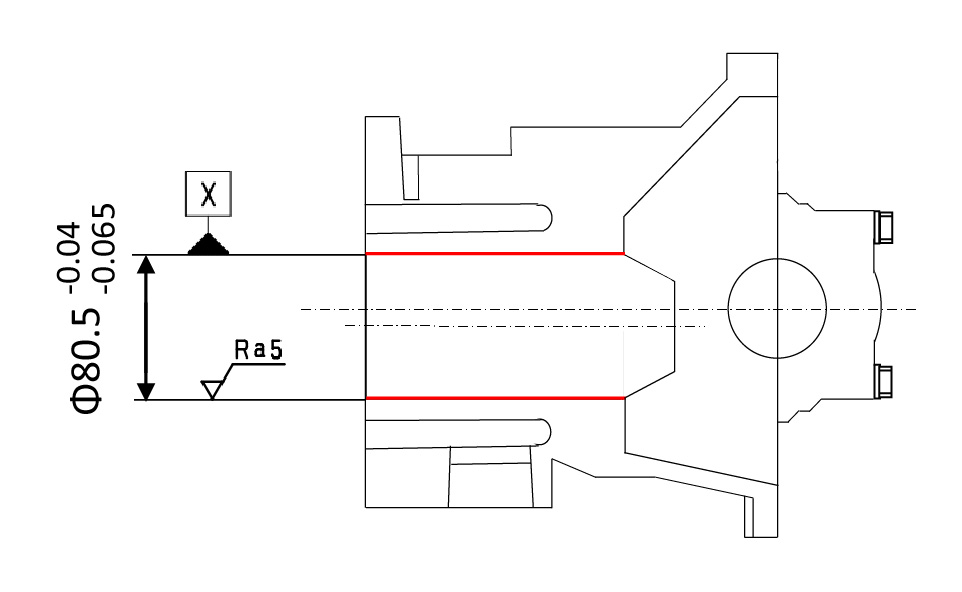 |
|---|
Required accuracy
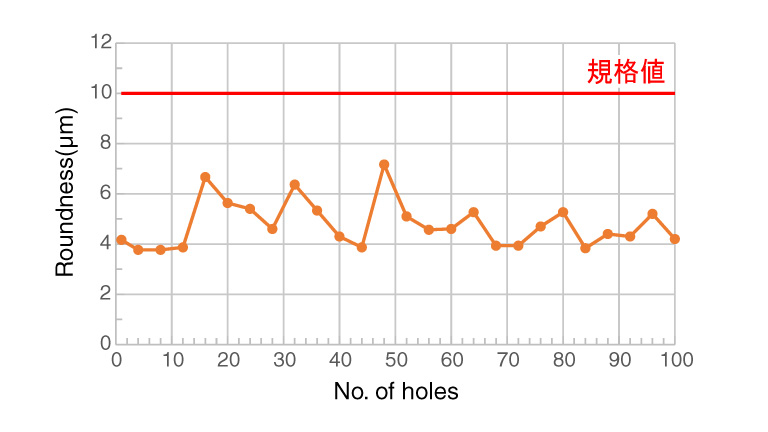
Roundness
Product Specification
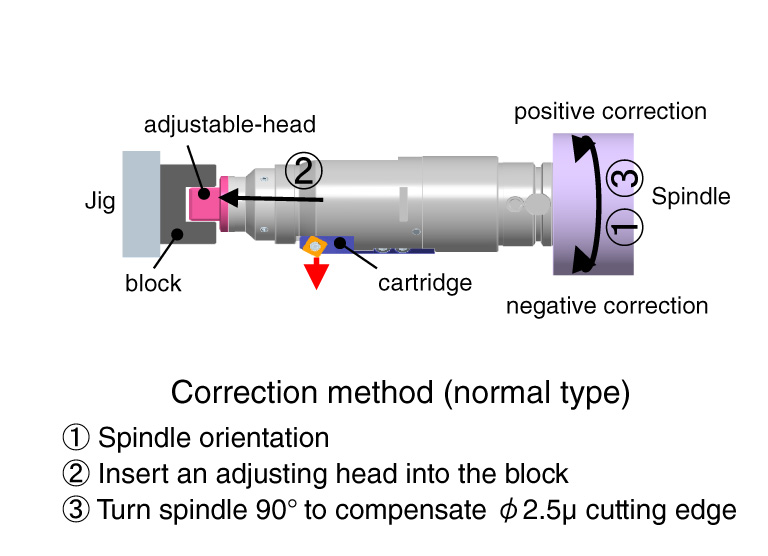
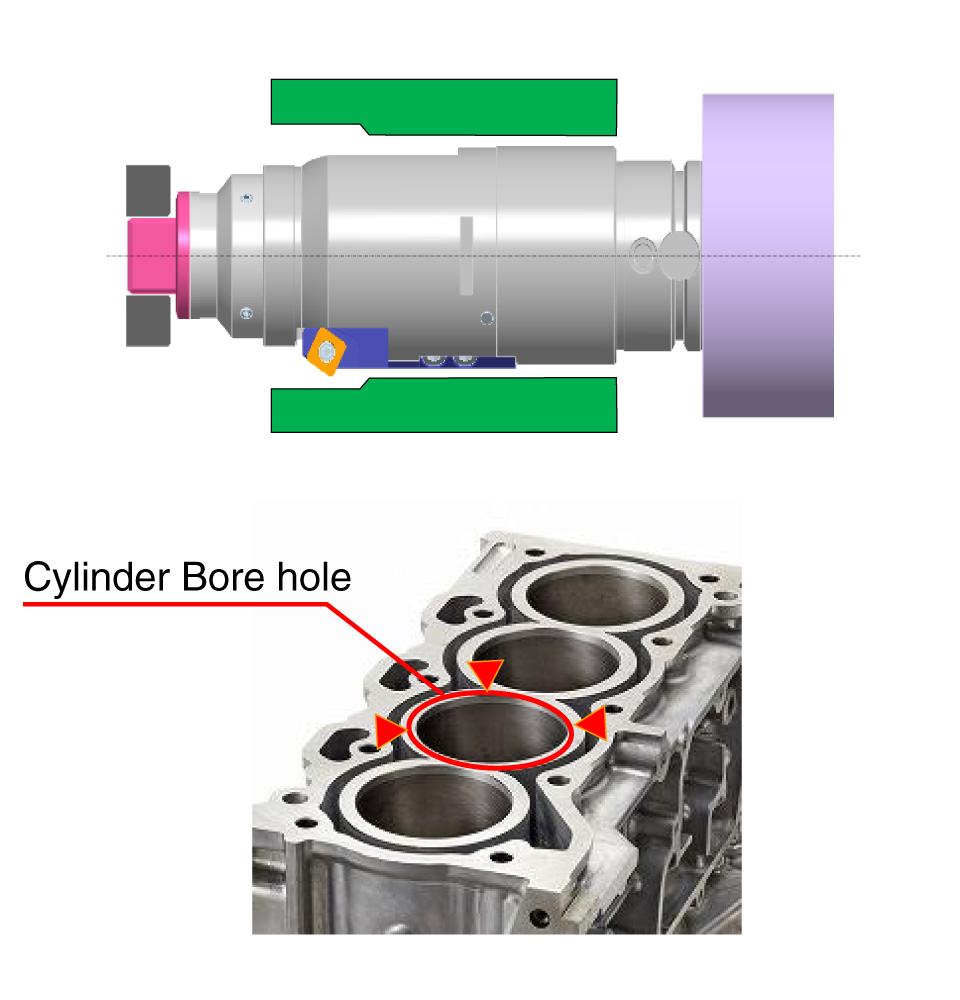
Normal type
Tool Specification
| Process covered |
Iron-based finishing boring (e.g. cylinder bore finishing, crank hole finishing, connecting rod large end bores, etc.) |
|---|---|
| Diameter | ø45 - (Only for through hole) |
| Standard conditions |
|
| Resolution | ø2.5µm per revolution |
| Compensation | +ø0.2 to -ø0.1 |
Example of applicable work
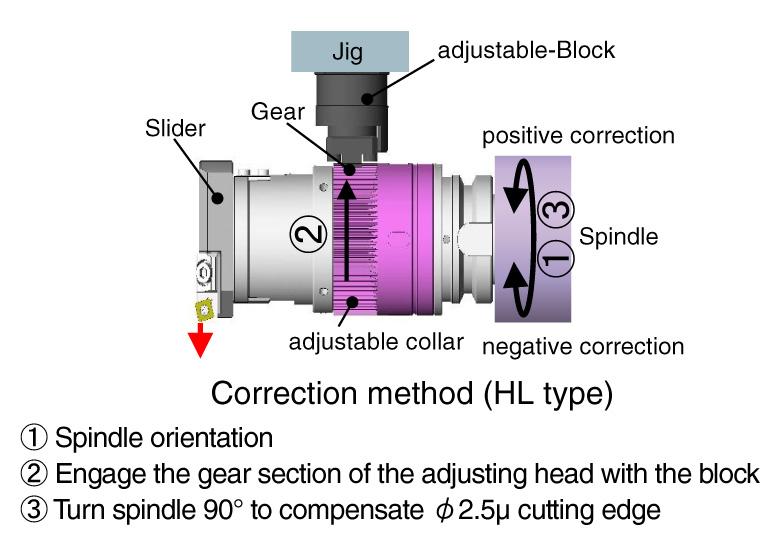
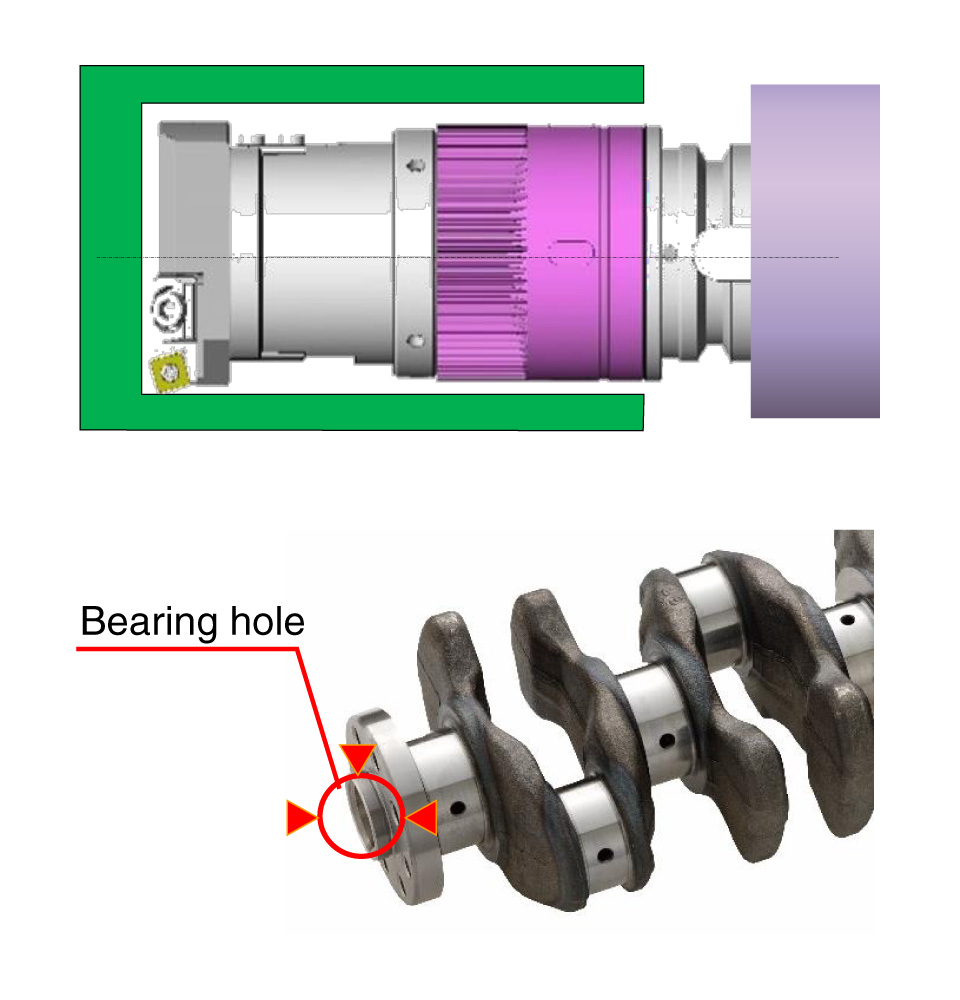
HL (Head less) Type
Tool Specification
| Process covered |
Iron-based finishing boring (e.g. crankshaft bearing holes) |
|---|---|
| Diameter | ø70 - (Only for stop hole) |
| Standard conditions |
|
| Resolution | ø2.5µm per revolution |
| Compensation | +ø0.2 - -ø0.1 |
Example of applicable work
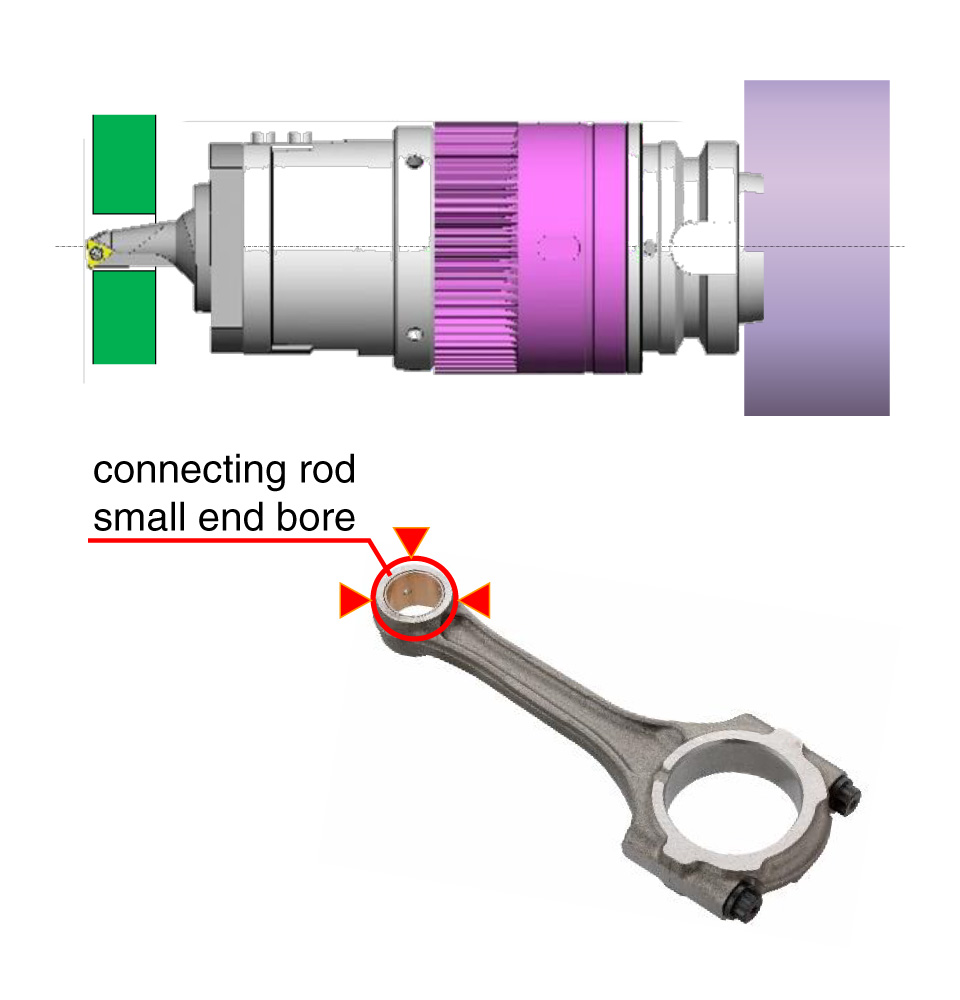
BB (Boring Bar) Type
Tool Specification
| Process covered |
Iron-based finishing boring (e.g. connecting rod small end bore, gear bore finishing, etc.) |
|---|---|
| Diameter | ø8 - (Only for small hole) |
| Standard conditions |
|
| Resolution | ø2.5µm per revolution |
| Compensation | +ø0.2 - -ø0.1 |
Example of applicable work