Traverse V/F
“Traverse machining of
valve seats” Leave it to us!
- Traverse type in high-precision manufacturing, contributing to the better productivity
- Machining of Valve seat and of Stem guide in one process
- Unique slider mechanism for longer service life
- Easy & simple tool changes for better productivity

“Amazing Ideas / Facts!”
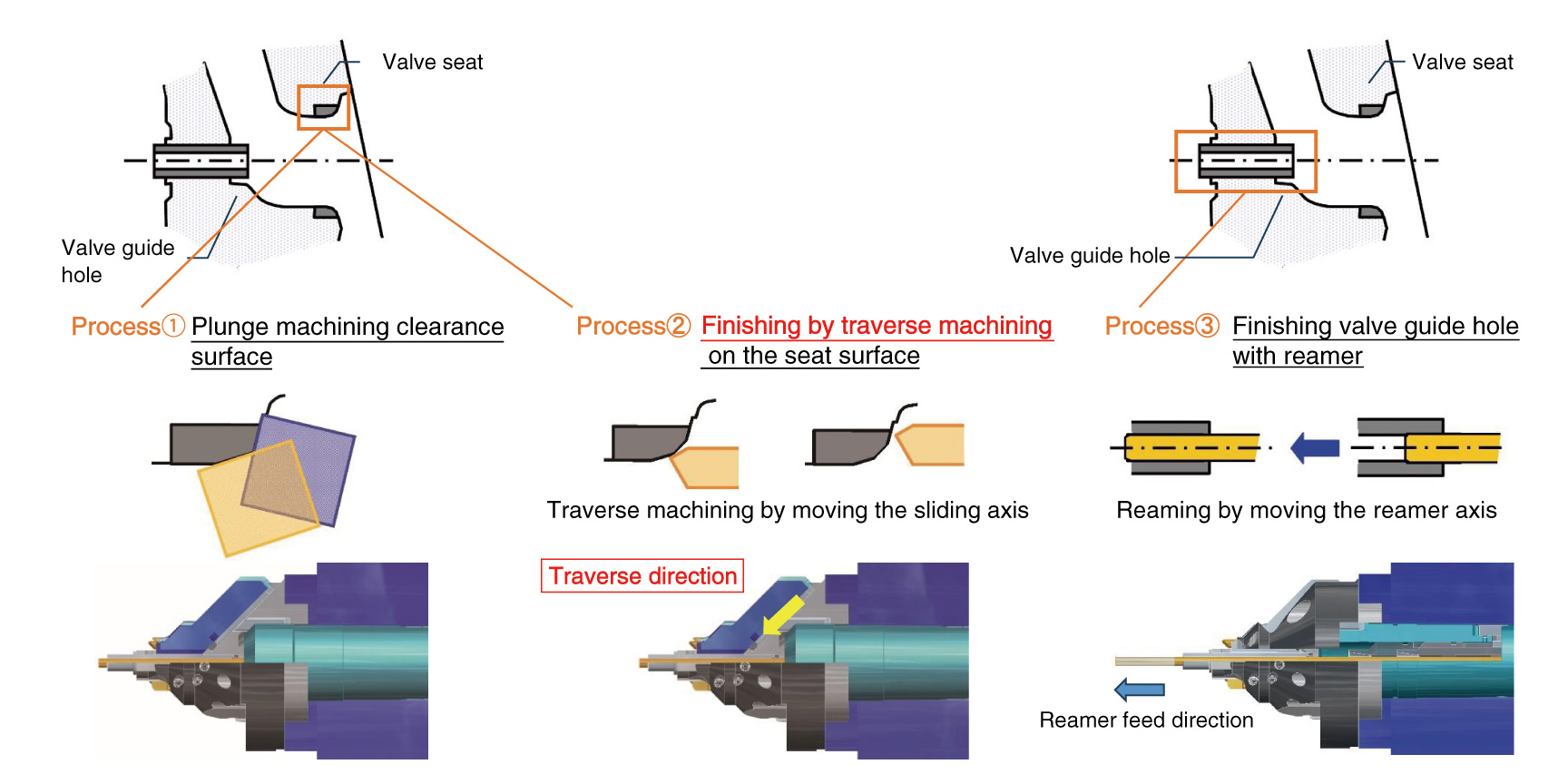
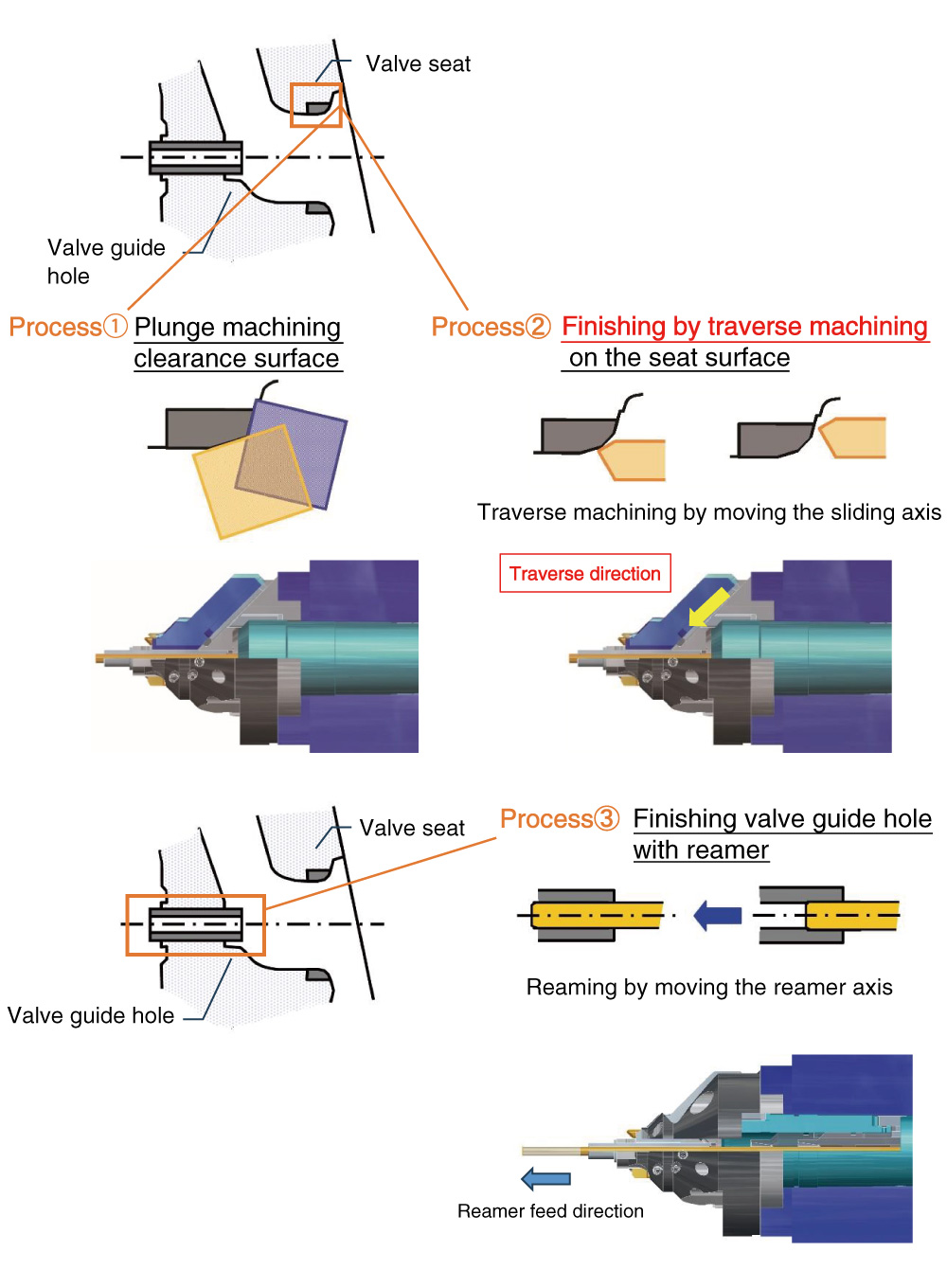
A traverse type of valve finisher (V/F) from our highly reliable and unique technology as a special tool maker, enables highly accurate machining.
The slider, the key part to traverse machining, uses a unique mechanism to stabilize machining accuracy over the long term.
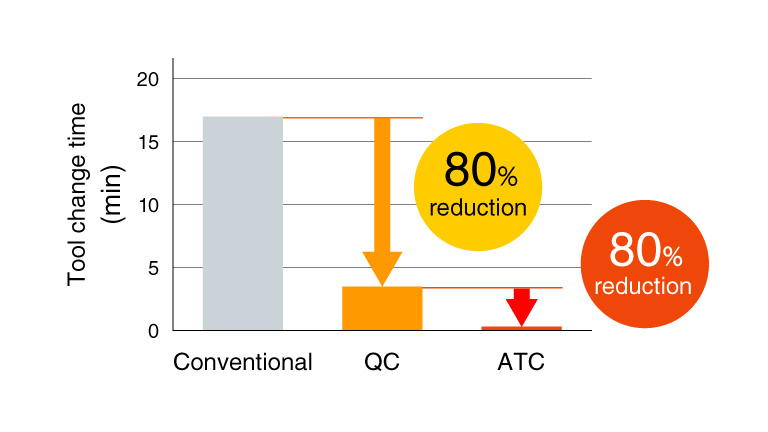
“Quick-Change” and “ATC” type are available, contributing to ‘multi-product support’ and ‘improved productivity’.
POINT!
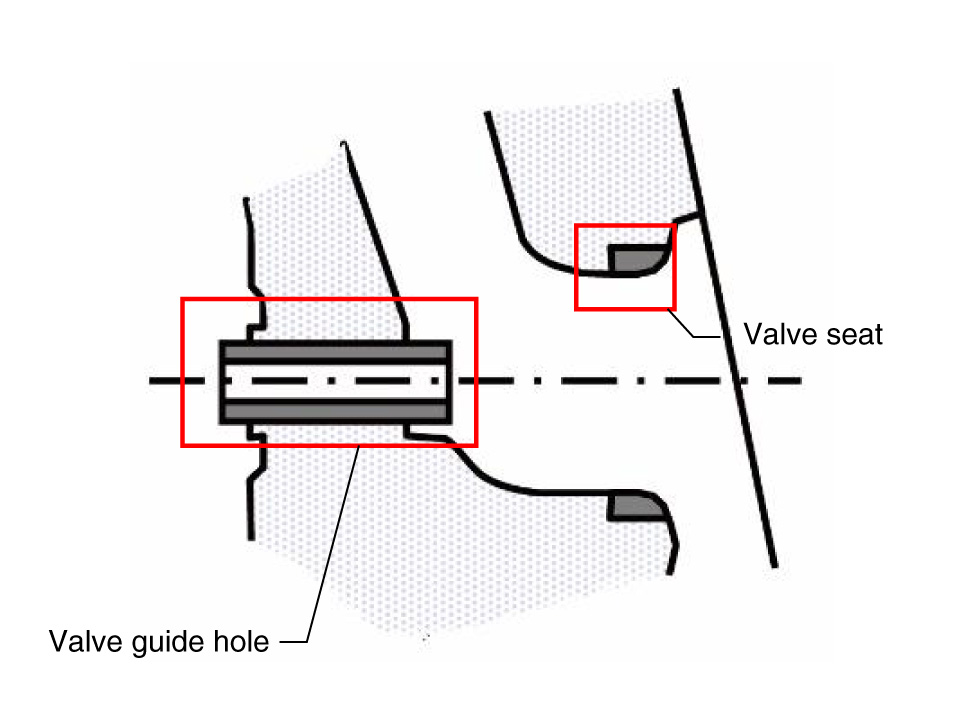
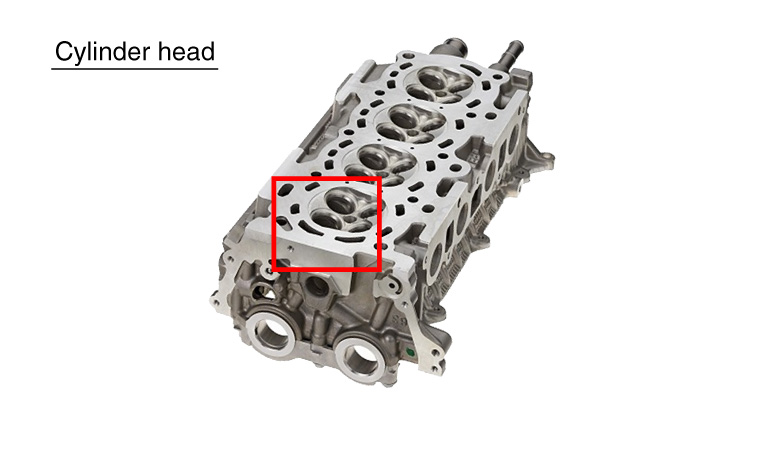
Traverse machining valve seats and valve guide in 1 processExcellent !
POINT!
Long-life slider with unique mechanismExcellent !
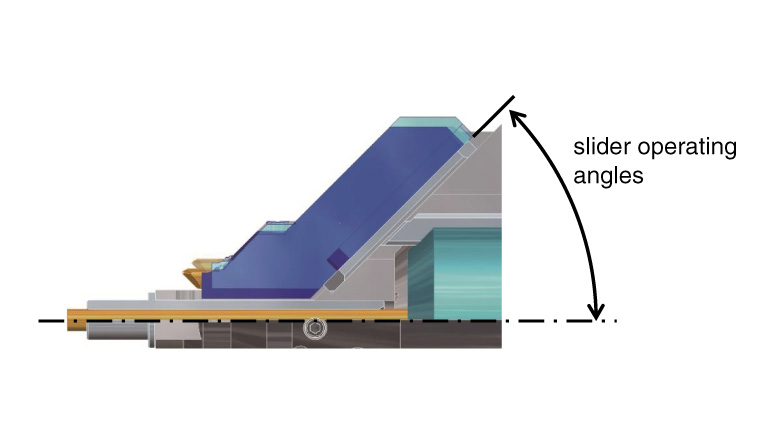
Unique slider mechanism using wedge pressing pressure for stable machining accuracy over the long term.
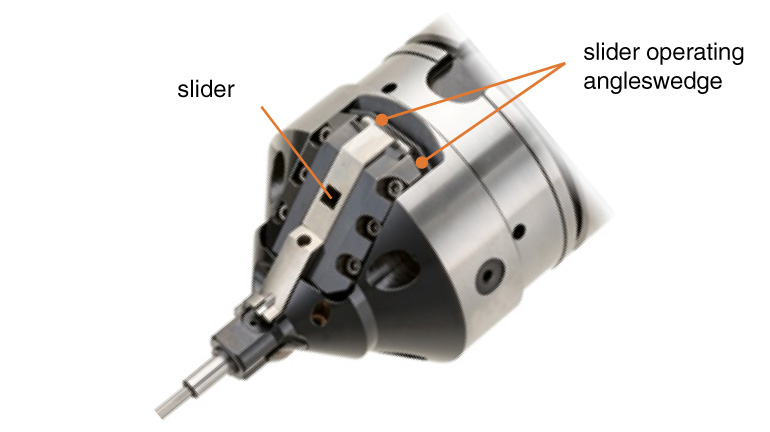
Unique technology to produce slider operating angles with high precision.
Contributing to ‘multi-product production’ and ‘increased productivity’.Good !
Quick-change and ATC specifications were developed to reduce tool-changing time and improve productivity.

Direct installation ver.
Equipment specification: dedicated machine
Shortest protruding length from spindle

Quick change ver.
Equipment specification: dedicated machine
Quick changeover

ATC ver.
Equipment specification:
M/C (with drawbar)
Suitable for multi-product production
Automatic tool change
Background / Point for Development
Background
- Traverse type of valve finishers were mainly made overseas, and often had problems with tool unit price, delivery time and after-sales support.
- It took longer setting up time on a machine spindle, due to the complicated installation work involved.
Point for Development
- Our highly reliable and unique technology enabled the domestic production of “Traverse V/F” (Valve Finisher), reducing its maintenance costs by extending the tool life.
- The quick-change technology, developed in tool manufacturing is incorporated also for the valve finisher, to improve the efficiency of tool changing.
Example
| Workpiece | Cylinder head, valve guide hole |
|---|---|
| Material | Sintered metal |
| Tool | ø5.5mm 1-edge carbide reamer |
| Cutting Conditions | Revolution: N=3500min-1 Cutting speed: V=60m/min Cutting feed: f=0.15mm/rev |
| Allowance | ø0.3mm |
| Coolant | Internal lubrication |
| Workpiece | Cylinder head, valve seat |
|---|---|
| Material | Sintered metal |
| Tool | Brazed carbide bites |
| Cutting Conditions | Revolution: N=700min-1 Cutting speed: V=70m/min Cutting feed: f=0.05mm/rev |
| Allowance | 0.1mm |
| Coolant | External lubrication |