G-oneホルダ(ジーワンホルダ)PAT.P
多刃仕様のボーリングカッタの
弱点を克服!
- 刃先の役割に応じた特殊構造が一発加工を実現
- 高精度加工、作業性を追求したボーリングホルダ
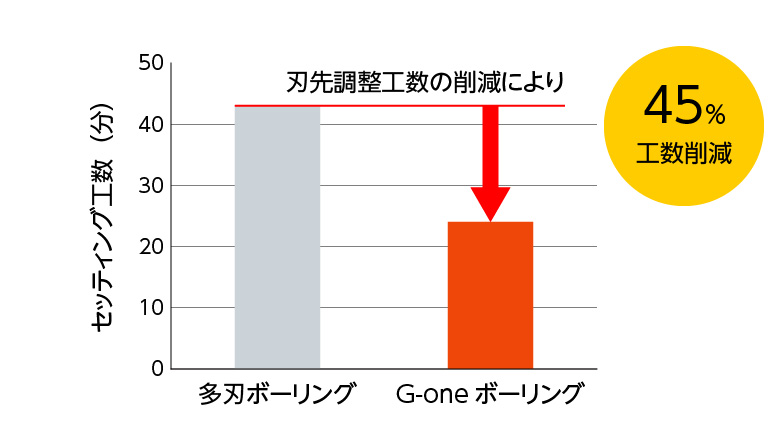
- 刃振れ調整レスでセッティング時間45%削減
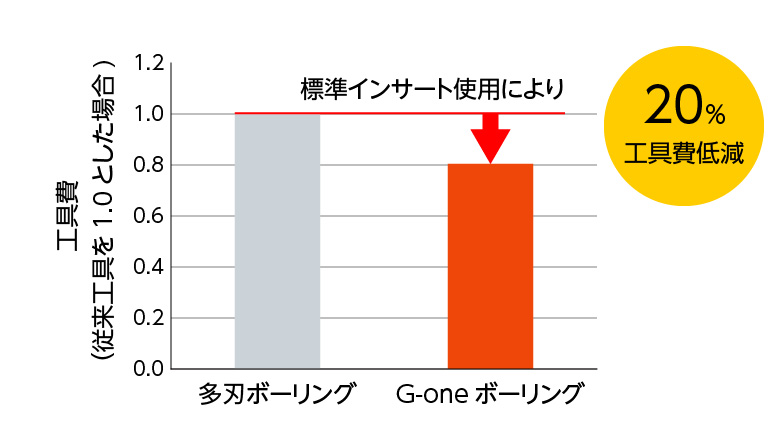
- 標準インサートを使用しコスト20%低減
- 1枚刃による加工精度の改善

![]()
“ココがうれ&スゴっ!”
── 嬉しい!凄い!アイデアと技術のご紹介 ──
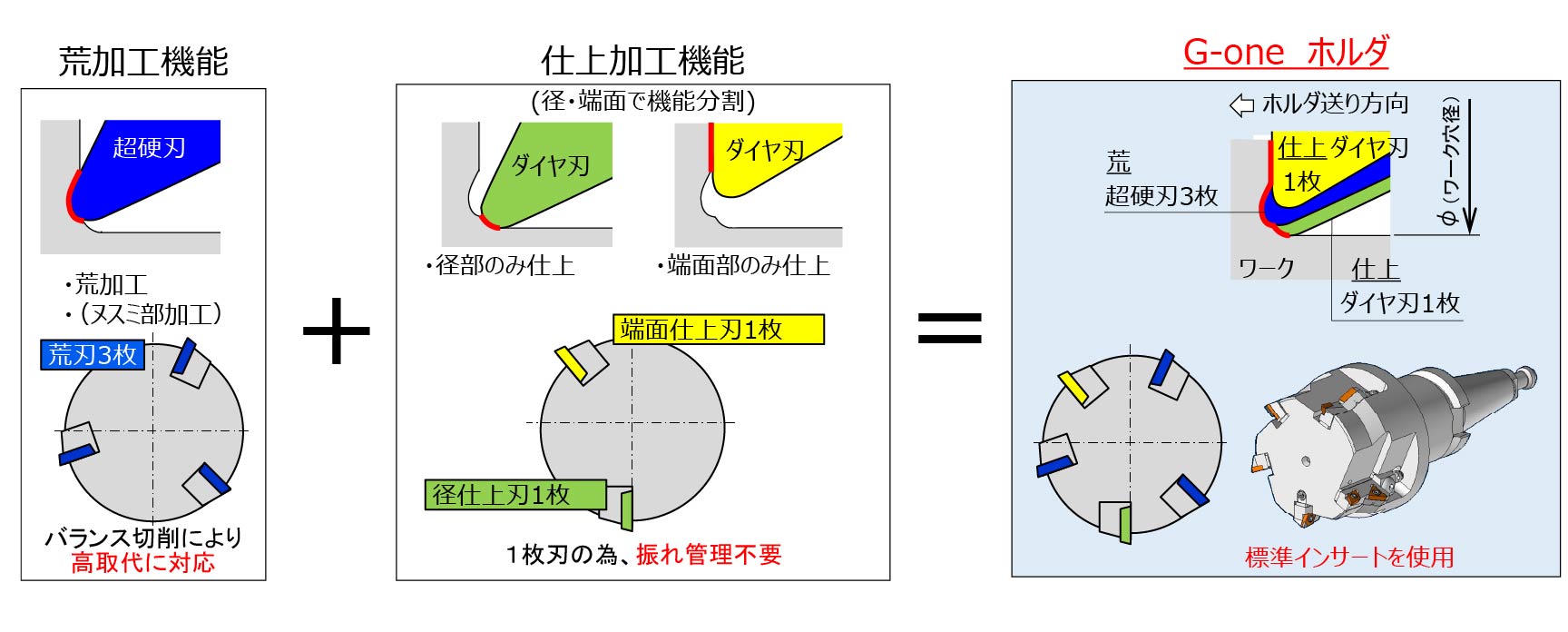
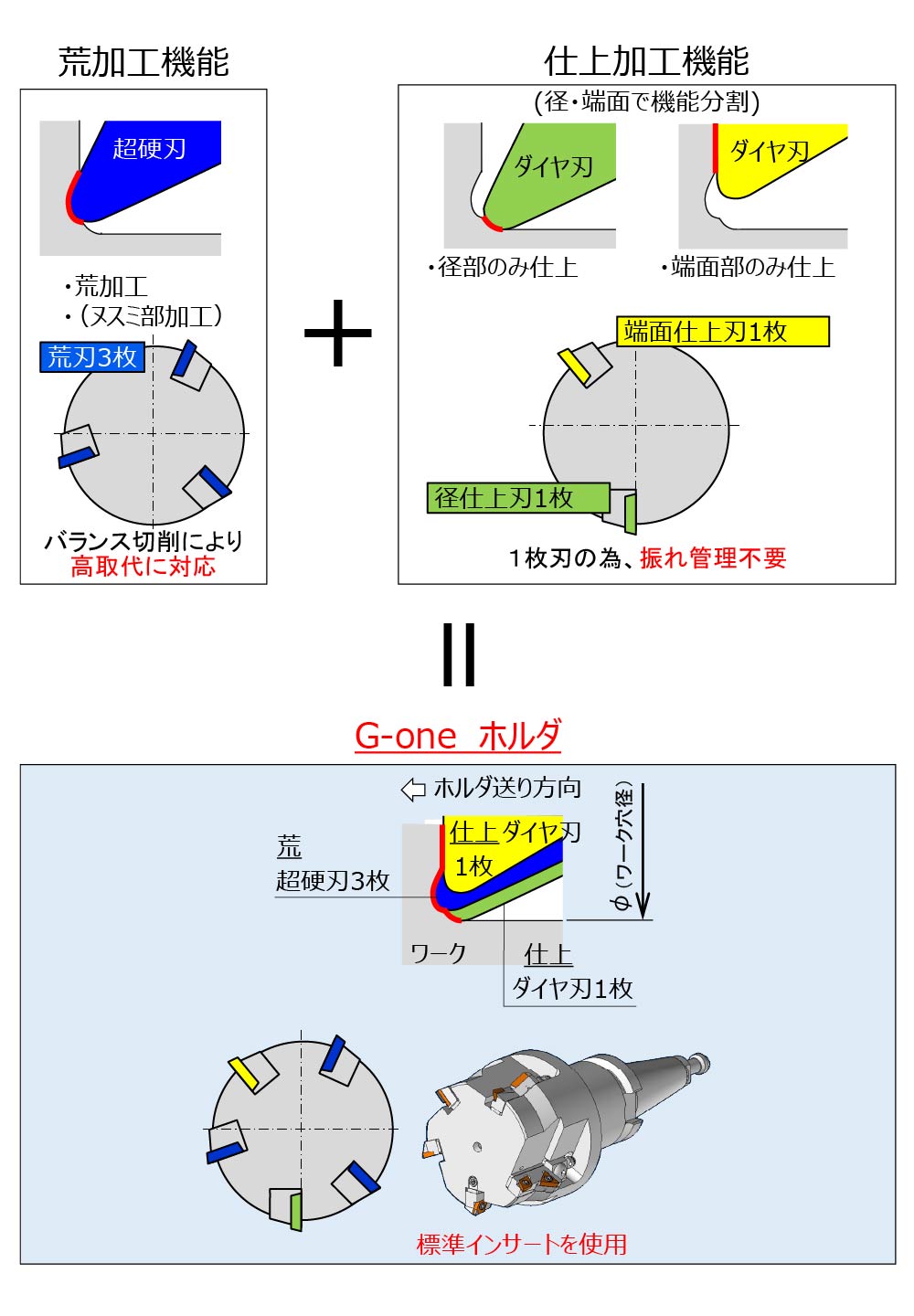
G-oneホルダは、複数の荒刃と仕上げで構成。
刃先の機能ごとに役割を分担、仕上げ刃を1枚刃、標準インサートを使用することで従来製品と比較し、
熟練工に頼らないセッティング時間の短縮を実現。
「高い生産性」「高精度加工」「コストの低減」実現します。
セッティング時間の短縮Good !
コスト低減Good !
ココがポイント!
刃先の役割を機能で分割Excellent !
開発コンセプト/製品コンセプト
「現状と課題」
- アルミワークの高精度穴加工においては、従来の荒・仕上げ加工から工程削減によるサイクルタイムアップを狙い、工具多刃化による素材穴からの「一発加工」が確立されてきた。
- しかし、生産現場では多刃化による刃先セッチング時間が長い、刃振れによる加工精度が不安定、特殊インサートのコストが高いなどの新たな課題への対応が求められている。
「開発のポイント」
- 「G-oneホルダ」では役割・性質の異なる複数の刃先を一つのホルダに集約することで、これらの課題を解決し、さらに従来加工に匹敵する高精度、高効率、低コストを実現している。
加工事例
| 加工ワーク | ミッションケース ベアリング穴 |
|---|---|
| 被削材 | ADC12 |
| 工具径 | ø74 |
| 切削条件 |
|
| 要求精度 | 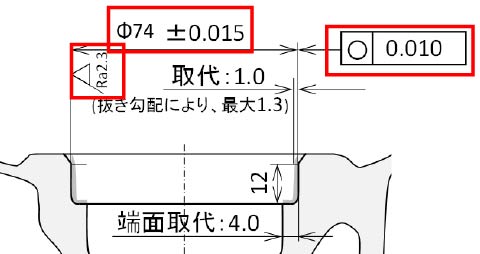 |
|---|

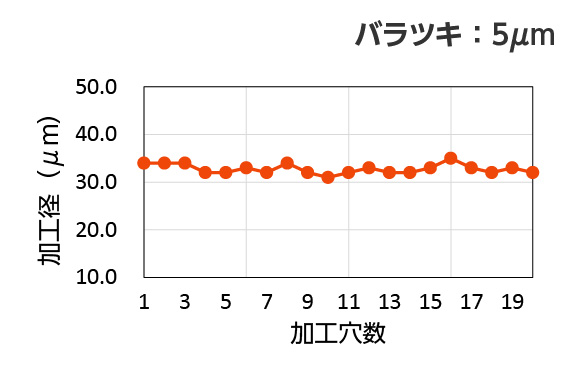
穴径推移
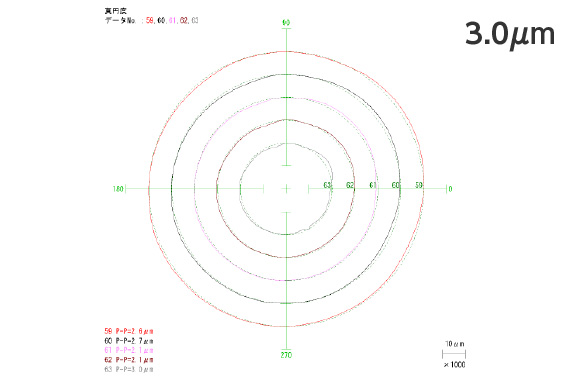
真円度
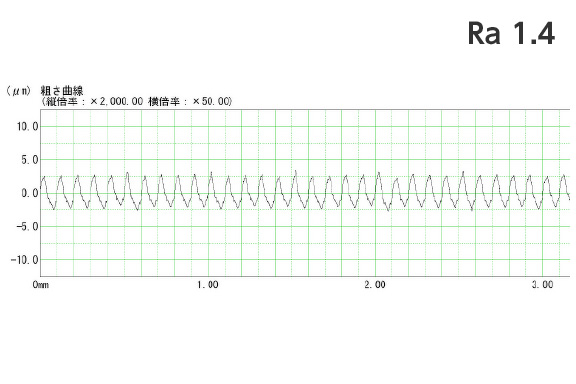
面粗さ
製品仕様
工具仕様
| 対象工程 | アルミ高精度ボーリング工程 ※素材からの一発加工 |
|---|---|
| 設定径 | ø55~ |
| 標準条件 |
|
| 加工性能 | 加工径:IT7級 真円度:5µ |
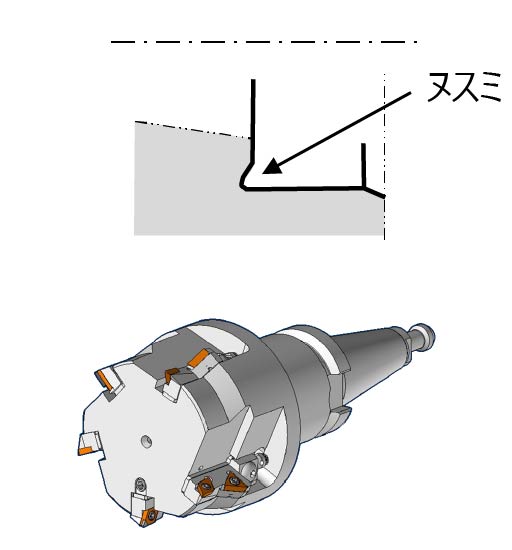
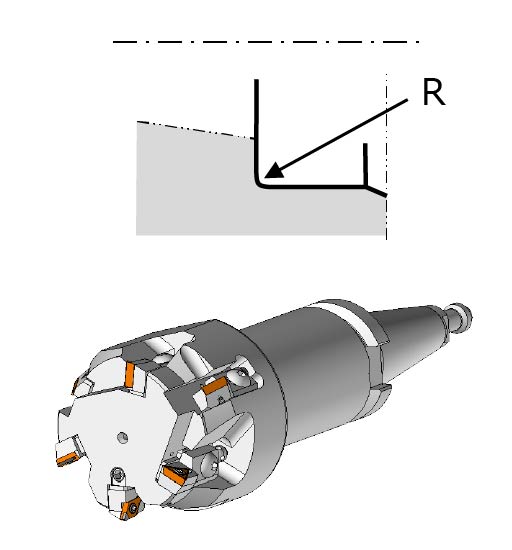
適用ワーク例
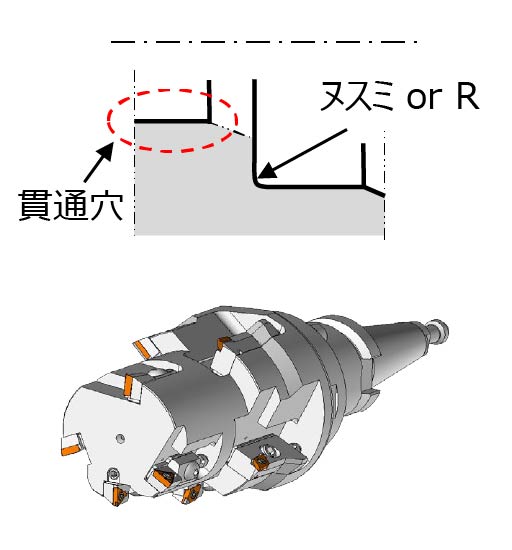
〈ヌスミ形状仕様〉
〈隅R仕様〉
〈貫通穴仕様〉